
 商标分类
商标分类  商标转让
商标转让 
形成加强面板的方法和装置、形成加强部件的方法与流程
 2021-02-13 19:02:22|
2021-02-13 19:02:22| 67|
67| 起点商标网
起点商标网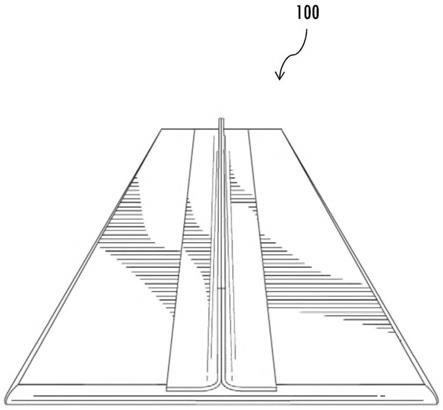
[0001]
本公开总体涉及一种用于飞机的加强面板部件。更具体地,本公开涉及一种用于形成加强面板部件的方法和装置。
背景技术:
[0002]
飞机通常包括机身,机身可被视为蒙皮面板附接以形成平滑的空气动力学外表面的底层结构。飞机的机翼还包括用蒙皮面板覆盖的底层结构。底层结构可包括桁条,桁条与纵梁、框架、肋、翼梁等一起形成结构框架。蒙皮面板通常轻且薄以使飞机的重量最小化并且增加其有效载荷和范围。由于蒙皮面板薄,它们通常为柔性的并且需要结合底层结构加强以避免在飞行期间蒙皮面板产生不利的运动、弯曲、和振动。
[0003]
通常,通过将桁条粘接至蒙皮面板实现蒙皮面板的加强。然而,粘接桁条和蒙皮面板需要多个处理周期,这既费时又费钱。因此,需要减少将桁条粘接至蒙皮面板的周期时间和成本,在桁条用于加强蒙皮面板的实例中,同时还将部件数量和重量保持为最小。
技术实现要素:
[0004]
本公开的一个实例涉及一种形成飞机的加强面板部件的方法或任何相似的申请。如本文中使用的,“加强面板部件”、“加强面板”以及“加强部件”均指相同的元件。在特定实例中,形成加强面板部件的方法包括施加热量和应力以基本同时(例如,在同一时间或在时间上差值极小)将加强部件和面板部件的搭接面共同粘接在一起,并且固化面板部件,以形成加强的面板部件。将搭接面基本同时共同粘接在一起并且固化面板部件有利地减少将加强部件(例如,复合桁条)粘接至面板部件(例如,复合蒙皮面板)的典型周期时间和成本,同时还将部件数量和部件重量保持为最小。例如,在一个实例中,使用高压釜的约8-10小时的典型周期时间减少至使用本文公开的装置和方法的20-50分钟。
[0005]
因此,在一个实例中,本公开提供了一种形成加强面板的方法,该方法包括:将加强部件和加热的压机的第一部分接合,加强部件具有搭接面;将未固化的面板部件与压机的相对的第二部分接合,面板部件具有相对于加强部件的搭接面互补地配置的搭接面;处理加强部件的搭接面使得搭接面为活性以与面板部件共同粘接;致动所述压机以彼此相对地引导压机的第一部分和第二部分,使得加强部件和面板部件的搭接面在压力下互补地接合;以及加热所述压机的第一部分和第二部分以固化与面板部件相关联的温度从而将加强部件和面板部件的搭接面基本同时共同粘接在一起,固化面板部件,并且形成加强的面板。
[0006]
在另一实例中,本公开还提供一种形成加强部件的方法,该方法包括:将由固结材料形成的第一部件定位于加热的压机的第一侧上,固结材料具有搭接面;将由非固结材料形成的第二部件定位于加热的压机的相对的第二侧上,非固结材料具有相对于固结材料的搭接面互补地配置的搭接面;处理固结材料的搭接面使得搭接面为活性以与非固结材料共同粘接;致动压机以彼此相对地引导压机的第一侧和第二侧,使得固结材料和非固结材料的搭接面在压力下互补地接合;以及将压机的第一侧和第二侧加热至与非固结材料相关联
的固化温度以便将固结材料和非固结材料的搭接面基本同时共同粘接在一起,固化非固结材料,并且形成加强的部件。
[0007]
在另一实例中,本公开还提供了一种用于形成加强面板的装置,该装置包括:第一平面台板,具有平面表面;第二平面台板,具有适于接合面板部件的平面表面,第二平面台板能够与第一平面台板共同操作以在其间施加压力;以及中间插入件,适于接合加强部件,中间插入件具有能够与第一平面台板或第二平面台板的平面表面接合的平面第一表面和能够与加强部件接合并且与加强部件共形的相对的第二表面使得施加至第一平面台板与第二平面台板之间的加强部件和面板部件的压力跨越加强部件均匀分布,其中,至少中间插入件和第一平面台板或第二平面台板被加热。
[0008]
从对下面简要描述的以下具体实施方式部分以及所附附图的阅读中,本公开的这些特征及其他特征、方面以及优点将显而易见。本公开包括本公开阐述的或技术方案中的任意一个或多个中陈述的两个、三个、四个、或多个特征或元件的任意组合,无论这些特征或元件是否明确结合或以另外的方式在本文中的具体实施方式说明或技术方案中陈述。本公开旨在从整体上阅读,因此,除非本公开的上下文另有明确指示,否则,就其任意方面和实施方式而言,本公开的任何独立特征或元件应被视为预期的,即,可组合的。
附图说明
[0009]
因此已经以一般术语描述了本公开的实例,现在将参考附图,附图不一定按比例绘制,并且在附图中:
[0010]
图1示出了根据本公开的一些实例的加强面板;
[0011]
图2示出了用于形成根据本公开的一些实例的加强面板的装置;
[0012]
图3示出了形成根据本公开的一些实例的加强面板的方法;以及
[0013]
图4示出了形成根据本公开的一些实例的加强部件的方法。
具体实施方式
[0014]
在下文中,现将参考所附附图更全面地描述本公开的一些实例,其中,示出了本公开中的一些但并非全部的实例。实际上,本公开的各种实例可以很多不同的形式体现并且不应当解释为限于本文中阐述的实例;相反地,提供这些实例使得本公开将详尽且完整,并且将会将本公开的范围完全传达至本领域中的技术人员。例如,除非另有指示,否则,被称为第一、第二等的某物不应被视为暗示具体的顺序。另外,(除非另有陈述)被描述为在另外的某物上方的某物可改为下方,反之亦然;以及类似地,被描述为在另外的某物左侧的某物可改为在其右侧,并且反之亦然。类似的参考标号通篇指代类似的元件。
[0015]
本公开的实例通常涉及一种形成加强面板部件的方法及相关装置。如图1所示,例如,加强面板部件100由本文中公开的方法和装置形成。在具体方面中,加强面板部件100包括具有取决于其在飞机结构中的应用的尺寸/形状的截面。尽管本公开的方面预期任何其他形状、尺寸、类型等,例如,加强面板部件100包括限定包括或不包括凸缘(例如,“钟”形或“帽”形)、钩形或“j”形、或一个或多个垂直或水平分量(例如,夹在两个水平分量之间的垂直分量或“i”形,在一端具有水平分量的垂直分量或“t”形)的通道的截面;如图1所示,加强面板部件是通过将加强部件和面板部件的搭接面基本同时共同粘接在一起并且固化面板
部件而形成的帽形加强面板部件,下面进行更详细的描述。
[0016]
如本文中使用的,在具体方面中,加强部件被认为是复合加强部件,诸如,复合加强件,其中,通过对复合材料进行成型、冲压等形成复合加强部件。加强部件的复合材料由用加强材料加强的树脂组成或包括用加强材料加强的树脂。加强材料包括但不限于人造或天然纤维,包括碳纤维、玻璃纤维、玻璃球、矿物纤维、或其他加强材料。如果纤维用作加强材料,例如,纤维是连续纤维或短纤维,并且是单向的、随机取向的、或以编织的形式,例如但不限于,平纹编织、毛茛编织、席纹编织、或斜纹编织。例如,树脂包括热塑性材料,热塑性材料包括但不限于:聚苯硫醚、聚芳醚酮(paek)、聚醚酮酮(pekk)、聚醚醚酮(peek)、聚酰亚胺、聚醚酰亚胺、聚酰胺、聚酰胺-酰亚胺、聚酯、聚丁二烯、聚氨酯、聚丙烯、聚砜、聚醚砜、聚苯砜、聚丙烯酰胺、聚酮、聚邻苯二甲酰胺、聚苯醚、聚对苯二甲酸丁二醇酯、聚乙烯、聚对苯二甲酸乙二醇酯、聚酯-聚芳酯(例如,)、聚四氟乙烯(ptfe)、或其他热塑性树脂。可替换地,树脂包括例如热固性材料,热固性材料包括但不限于:环氧树脂、氰酸酯、苯并噁嗪、聚酰亚胺、双马来酰亚胺、乙烯酯、聚氨酯、聚脲、聚氨酯/聚脲共混物、聚酯、或其他热固性树脂。同样地,在具体方面中,面板部件被认为是复合面板部件,诸如,复合蒙皮面板,其中复合面板部件由一个或多个复合材料形成,包括或由利用如参照加强部件描述的加强材料金属加强的树脂,具有聚合物蒙皮的基质复合物、具有聚合物蒙皮的玻璃铝复合物、或具有聚合物蒙皮的钛铝复合物组成。
[0017]
在一些实例中加强部件被认为是非固结部件而面板部件被认为是固结面板部件。更具体地,将加强部件和面板部件各自的搭接面基本同时共同粘接在一起并且固化面板部件(例如,基本同时进行共同粘接和固化程序),致使加强部件和面板部件加固以形成加强面板。如本文所使用的搭接面是彼此直接或间接接触并且彼此通过螺栓、铆钉、焊接、锡焊、粘接等中的一项或多项粘接的两个或更多个表面中的一个。
[0018]
因此,本文中公开的方法和装置有利地降低与形成轻量刚性加强面板部件相关联的成本和循环时间。这通过利用具有可彼此共同操作的两个台板的加热的压机实现,这使得固化面板部件时加强部件和面板部件能够在相应搭接面处彼此共同粘接(例如,基本同时进行共同粘接合固化程序)。通过这样做,固化面板部件并且然后粘接加强部件和固化的面板部件的独立周期合并为使用加热的压机的单个周期。
[0019]
图2示出了出于关闭位置的用于形成加强面板的装置的实例,装置通常指定为参考标号200。在一些实例中,加强面板是图1中示出的加强面板100,或在一些其他实例中加强面板是另一种类型的加强面板。实际上,任何尺寸、形状、材料等的加强面板均可使用图2中示出的装置形成。在一些实例中,装置200包括加热的压机,该压机具有第一部分和彼此接合的相对的第二部分(例如,在打开位置与关闭位置之间移动的压机的第一部分和第二部分)。
[0020]
在一些实例中,装置200包括第一平面台板202或具有平面表面204的第一部分。第二平面台板206或第二部分具有适于接合第二部件或面板部件210的平面表面208。面板部件210是由纤维(例如,碳纤维、颗粒等)和聚合树脂基体组成的复合热固性蒙皮面板。也可预期面板部件210的其他复合材料。通过将热固性蒙皮加热至固化温度引起的固化过程、辐射等对热固性蒙皮进行硬化并且通过高压加速该硬化。
[0021]
更具体地,为了开始固化热固性蒙皮,第二平面台板206能够与第一平面台板202
共同操作以在其间施加压力。例如,两个台板202、206彼此可操作地接合或彼此接触(例如,通过同时操作每个台板,仅操作一个台板,或者在不同的实例中操作每个台板)使得施加压力作为台板上的定向法向力(例如,第一平面台板202在第二平面台板206上施加法向力,并且第二平面台板206在第一平面台板202上施加相对的法向力)。压力为约50至约150磅/平方英寸(psi),其中在一些情况下所施加的法向力的量取决于平面台板的表面面积。
[0022]
中间插入件或按压构件212能够与加强部件214接合。在一些实例中,加强部件214是复合热塑性或热固性复合加强件。在加强部件是复合热塑性加强部件的情况下,复合热塑性加强部件在加热至与复合热塑性材料相关联的熔化温度时软化并且然后在冷却时硬化。
[0023]
中间插入件或按压构件212具有能够与第一平面台板202或第二平面台板206的平面表面204、208接合的平面第一表面或按压表面216和能够与加强部件214接合并且共形的相对的第二表面218,使得中间插入件或按压构件212被看作相对平面表面204或按压表面208互补地配置。如图2所示,中间插入件212的平面第一表面216与第一平面台板202接合,而第二表面218与加强部件214接合并且共形。具体地,中间插入件212的第二表面218具有与加强部件214的轮廓对应的轮廓。例如,加强部件214的轮廓基于加强部件214的形状,其中加强部件214具有成形为“钟”形、“帽”形、“i”形、“j”形、或“t”形的截面,使得第二表面218具有相应地容纳如此成形的加强部件的轮廓。将中间插入件212的第二表面218进行构形利于使施加至第一平面台板202与第二平面台板206之间的加强部件214和面板部件210的压力跨越加强部件214均匀分布。装置200还包括与至少中间插入件212和第一平面台板202或第二平面台板206相关联的加热元件220。加热元件220可设置为加热至少中间插入件212和第一台板202或第二台板206以将加强部件214和面板部件210基本同时共同粘接在一起,固化面板部件210,并且形成加强面板(例如,图1中的100)。
[0024]
在一些实例中,通过与装置200的电源(未示出)进行电粘接而加热中间插入件212和第一台板202或第二台板206,同时中间插入件212和第一台板202或第二台板206可操作地彼此接合并处于压力下。例如,电源的致动将电流引导至加热元件220,例如,电热鞭,该电热鞭嵌入于、集成于、或以另外的方式与中间插入件112和/或第一台板202或第二台板206相关联。然后通过加热元件220将中间插入件112和第一台板202或第二台板206加热至与面板部件210相关联的固化温度。面板部件210的固化温度取决于面板部件的材料,其中不同的材料具有不同的固化温度。例如,将中间插入件212和第一台板202或第二台板206加热至余额250华氏度(
°
f)至约500
°
f达约25分钟至约50分钟,其中面板部件为复合热固性面板部件,以便将加强部件214和面板部件210各自的搭接面222、224基本同时共同粘接在一起,固化面板部件210,并且形成加强面板。与面板部件210相关联的固化温度为小于与加强部件214相关联的熔化温度的温度。以这种方式,在固化面板部件210时加热面板部件210和加强部件214不会熔化加强部件。
[0025]
在一些实例中,在第一平面台板202和第二平面台板206可操作地接合之前处理加强部件214。更具体地,通过施加膜、积极的表面处理等处理加强部件214的搭接面222和/或面板部件210的搭接面224,使得搭接面222、224为活性以与面板部件210共同粘接。施加至搭接面222、224的准备处理类型取决于加强部件214的材料。
[0026]
例如,在加强部件214是复合热塑性加强部件的情况下,将热塑性薄膜226施加到
热塑性加强部件的搭接面222上使得搭接面222为活性的以与面板部件210共同粘接。热塑性薄膜226包括聚醚酰亚胺(pei)、聚苯硫醚、聚酰亚胺、聚酰胺、聚酰胺-酰亚胺、聚酯、聚丁二烯、聚氨酯、聚丙烯、聚砜、聚醚砜、聚苯砜、聚丙烯酰胺、聚酮、聚邻苯二甲酰胺、聚苯醚、聚对苯二甲酸丁二醇酯、聚乙烯、聚对苯二甲酸乙二醇酯、聚酯-聚芳酯、聚四氟乙烯(ptfe)、或其任意组合。
[0027]
在另一实例中,在加强部件214为复合热固性加强部件的情况下,在复合热固性加强部件214的搭接面222上施加粘合增进剂膜228和/或对复合热固性加强部件214的搭接面222执行积极的表面处理230使得搭接面222为活性以与面板部件210共同粘接。粘合增进剂膜包括未填充的部分先进的环氧树脂。积极的表面处理包括对复合热固性加强部件214的搭接面222进行电晕处理、等离子体处理、火焰处理或诸如此类使得搭接面222为活性以与面板部件210共同粘接。
[0028]
在一些实例中,利用抽吸机构(未示出)以对装置200施加抽吸从而移除截留在未固化的面板部件210中的任何空气或挥发物。空气或挥发物的移除确保加强部件214与面板部件210之间的强固的共同粘接,其中任何空气或挥发物妨碍在搭接面222、224处的强固且牢固的共同粘接。
[0029]
相应地,图2中示出的装置提供了固化面板部件210时待共同粘接的加强部件214和面板部件210。在某些方面中,用于这么做的时间周期小于传统粘接方法,因此实现了显著的成本节约和效率。
[0030]
图3示出了形成加强面板的方法的实例,其中该方法通常由参考标号300指示。在一些情况下,加强面板为如图1所示的面板。此外,使用装置(诸如图2中的装置200)执行方法300。
[0031]
在步骤302中,对材料进行成型(例如,连续压缩成型(ccm))或冲压以形成加强部件(例如,图2中的元件214)。在步骤304中,整理面板部件(例如,图2中的元件210)中未固化的板层。在步骤306中,装置(例如,加热的压机(如图2中的装置200))预加热至预加热的温度,预加热的温度低于与面板部件相关联的固化温度。例如,将压机预加热至约225
°
f至约475
°
f。
[0032]
在步骤308中,加强部件与加热的压机的第一部分(例如,图2中的元件202)接合,加强部件具有搭接面。在步骤310中,未固化的面板部件与压机的相对的第二部分(例如,图2中的元件208)接合,面板部件具有相对于加强部件的搭接面具有互补地配置的搭接面。在步骤312中,处理加强部件的搭接面使得搭接面为活性以共同粘接。应注意,步骤312是可选的并且取决于加强部件的材料。
[0033]
在步骤314中,对压机施加抽吸以移除截留在未固化的面板部件中的任何空气或挥发物。在步骤316中,致动压机以彼此相对地引导压机的第一部分和第二部分,使得加强部件和面板部件的搭接面在压力下互补地接合。在步骤318中,将压机的第一部分和第二部分加热至与面板部件相关联的固化温度从而将加强部件和面板部件的搭接面基本同时共同粘接在一起,固化面板部件,并且形成加强面板。
[0034]
图4中提供了形成加强部件的另一方法,该方法通常由参考标号400表示。加强部件是诸如如图1所示的面板。使用装置(诸如图2中的装置200)执行方法400。
[0035]
在第一步骤402中,将由固结材料形成的第一部件定位于加热的压机的第一侧上,
该固结材料具有搭接面。在第二步骤404中,将由非固结材料形成的第二部件定位于加热的压机的相对的第二侧上,非固结材料具有相对于固结材料的搭接面互补地配置的搭接面。在第三步骤406中,处理固结材料的搭接面使得搭接面为活性的以与非固结材料共同粘接。在第四步骤408中,致动压机以彼此相对地引导压机的第一侧和第二侧,使得固结材料和非固结材料的搭接面在压力下互补地接合。在第五步骤410中,将压机的第一侧和第二侧加热至与非固结材料相关联的固化温度以便将固结材料和非固结材料的搭接面基本同时共同粘接在一起,固化非固结材料,并且成加强的部件。
[0036]
在一些实例中,致动压机以彼此相对地引导压机的第一侧和第二侧包括将约50至约150磅/平方英寸(psi)的压力施加至压机的第一侧与第二侧之间的固结材料和非固结材料。
[0037]
在一些另外的实例中,将压机的第一侧和第二侧加热至固化温度包括将压机的第一侧和第二侧加热到约250
°
f至约500
°
f达约25分钟至约50分钟以便将固结材料和非固结材料的搭接面基本同时共同粘接在一起,固化非固结材料,并且形成加强固件。
[0038]
本公开所属领域技术人员应想到本文中阐述的本公开的多个变形及其他实例具有以上描述及相关联的附图中呈现的教导的益处。因此,应当理解,本公开不限于所公开的具体示例,并且变形和其他实例旨在包括在所附技术方案的范围内。而且,尽管以上描述及相关联的附图在元件和/或功能的特定示例性组合的上下文中描述了实例,然而,应认识到,在不背离所附技术方案的范围的情况下,通过替代实例可以提供元件和/或功能的不同组合。在这方面,例如,如在一些所附技术方案中所阐述的,还构想了与上面明确描述的那些不同的元件和/或功能的组合。尽管本文中采用了指定的术语,然而,其仅用于一般性和描述性的意义而不用于限制性的目的。
[0039]
项1.一种形成加强面板的方法,所述方法包括:将加强部件和加热的压机的第一部分接合,加强部件具有搭接面;将未固化的面板部件与压机的相对的第二部分接合,面板部件具有相对于加强部件的搭接面互补地配置的搭接面;处理加强部件的搭接面使得搭接面为活性以与面板部件共同粘接;致动压机以彼此相对地引导压机的第一部分和第二部分,使得加强部件和面板部件的搭接面在压力下互补地接合;以及将压机的第一部分和第二部分加热至与面板部件相关联的固化温度从而将加强部件和面板部件的搭接面基本同时共同粘接在一起,固化面板部件,并且形成加强面板。
[0040]
项2.根据项1所述的方法,其中,加强部件包括热塑性或热固性加强件并且面板部件包括热固性蒙皮,并且其中将压机的第一部分和第二部分加热至固化温度包括将压机的第一部分和第二部分加热至与热固性蒙皮相关联的固化温度以将热塑性或热固性加强件和热固性蒙皮的搭接面基本同时共同粘接在一起,固化热固性蒙皮,并且形成加强面板。
[0041]
项3.根据项1或2所述的方法,其中,致动压机以彼此相对地引导压机的第一部分和第二部分包括将约50至约150磅/平方英寸(psi)的压力施加至压机的第一部分与第二部分之间的加强部件和面板部件。
[0042]
项4.根据项1-3中任一项所述的方法,其中,将压机的第一部分和第二部分加热至固化温度包括将压机的第一部分和第二部分加热到约250
°
f至约500
°
f达约25分钟至约50分钟以便将加强部件和面板部件的搭接面基本同时共同粘接在一起,固化面板部件,并且形成加强面板。
[0043]
项5.根据项1-4中任一项所述的方法,其中,加强部件是热塑性加强件,并且其中处理热塑性加强件的搭接面包括在热塑性加强件的搭接面上施加热塑性薄膜使得搭接面为活性以与面板部件共同粘接。
[0044]
项6.根据项5所述的方法,其中,在热塑性加强件的搭接面上施加热塑性薄膜包括在热塑性加强件的搭接面上施加聚醚酰亚胺(pei)薄膜、聚苯硫醚、聚酰亚胺、聚酰胺、聚酰胺-酰亚胺、聚酯、聚丁二烯、聚氨酯、聚丙烯、聚砜、聚醚砜、聚苯砜、聚丙烯酰胺、聚酮、聚邻苯二甲酰胺、聚苯醚、聚对苯二甲酸丁二醇酯、聚乙烯、聚对苯二甲酸乙二醇酯、聚酯-聚芳酯、聚四氟乙烯(ptfe)、或任意组合。
[0045]
项7.根据项1-6中任一项所述的方法,其中,加强部件是热固性加强件,并且其中处理加强部件的搭接面包括在热固性加强件的搭接面上施加粘合增进剂以及在热固性加强件的搭接面上执行积极的表面处理中的一项或两项使得搭接面为活性以与面板部件共同粘接。
[0046]
项8.根据项7所述的方法,其中,在热固性加强件的搭接面上执行积极的表面处理包括在热固性加强件的搭接面上执行电晕处理、等离子体处理、或火焰处理使得搭接面为活性以与面板部件共同粘接。
[0047]
项9.根据项1-8中任一项所述的方法,还包括对压机施加抽吸以移除截留在未固化的面板部件中的任何空气或挥发物。
[0048]
项10.根据项1-9中任一项所述的方法,还包括将压机预加热至预加热的温度,预加热的温度低于与面板部件相关联的固化温度。
[0049]
项11.根据项1-10中任一项所述的方法,其中,将加强部件与加热的压机的第一部分相接合包括将加强部件的按压表面与相对按压表面互补地配置的按压构件相接合,按压表面与加强部件的搭接面相对。
[0050]
项12.根据项1-11中任一项所述的方法,其中,将压机的第一部分和第二部分加热至与面板部件相关联的固化温度包括将压机的第一部分和第二部分加热至与面板部件相关联的固化温度,该固化温度低于与加强部件相关联的固化温度。
[0051]
项13.根据项1-12中任一项所述的方法,其中,将加强部件与加热的压机的第一部分相接合包括将具有成形为“钟”形、“帽”形、“i”形、“j”形、或“t”形的截面的加强部件与加热的压机的第一部分相接合。
[0052]
项14.根据项1-13中任一项所述的方法,还包括在将所形成的加强部件与加热的压机的第一部分相接合之前对材料进行成型或冲压以形成加强部件。
[0053]
项15.根据项1-14中任一项所述的方法,还包括在将板层中的至少一个与压机的第二部分相接合之前整理面板部件的未固化的板层。
[0054]
项16.一种形成加强部件的方法,所述方法包括:将由固结材料形成的第一部件定位于加热的压机的第一侧上,固结材料具有搭接面;将由非固结材料形成的第二部件定位于加热的压机的相对的第二侧上,非固结材料具有相对于固结材料的搭接面互补地配置的搭接面;处理固结材料的搭接面使得搭接面为活性以与非固结材料共同粘接;致动压机以彼此相对地引导压机的第一侧和第二侧,使得固结材料和非固结材料的搭接面在压力下互补地接合;以及将压机的第一侧和第二侧加热至与非固结材料相关联的固化温度以便将固结材料和非固结材料的搭接面基本同时共同粘接在一起,固化非固结材料,并且形成加强
部件。
[0055]
项17.根据项16所述的方法,其中,致动压机以彼此相对地引导压机的第一侧和第二侧包括将约50至约150磅/平方英寸(psi)的压力施加至压机的第一侧与第二侧之间的固结材料和非固结材料。
[0056]
项18.根据项16或17所述的方法,其中,将压机的第一侧和第二侧加热至固化温度包括将压机的第一侧和第二侧加热到约250
°
f至约500
°
f达约25分钟至约50分钟以便将固结材料和非固结材料的搭接面基本同时共同粘接在一起,固化非固结材料,并且形成加强部件。
[0057]
项19.根据项16-18中任一项所述的方法,其中,非固结材料包括热塑性或热固性加强件并且固结材料包括热固性蒙皮,并且其中将压机的第一侧和第二侧加热至固化温度包括将压机的第一侧和第二侧加热至与热固性蒙皮相关联的固化温度以将热塑性或热固性加强件和热固性蒙皮的搭接面基本同时共同粘接在一起,固化热固性蒙皮,并且形成加强面板。
[0058]
项20.根据项16-19中任一项所述的方法,其中,非固结材料是热塑性加强件,并且其中处理热塑性加强件的搭接面包括在热塑性加强件的搭接面上施加热塑性薄膜使得搭接面为活性以与面板部件共同粘接。
[0059]
项21.根据项20所述的方法,其中,在热塑性加强件的搭接面上施加热塑性薄膜包括施加聚醚酰亚胺(pei)薄膜、聚苯硫醚、聚酰亚胺、聚酰胺、聚酰胺-酰亚胺、聚酯、聚丁二烯、聚氨酯、聚丙烯、聚砜、聚醚砜、聚苯砜、聚丙烯酰胺、聚酮、聚邻苯二甲酰胺、聚苯醚、聚对苯二甲酸丁二醇酯、聚乙烯、聚对苯二甲酸乙二醇酯、聚酯-聚芳酯、聚四氟乙烯(ptfe)、或任意组合。
[0060]
项22.根据项16-21中任一项所述的方法,其中,非固结材料为热固性加强件,并且其中处理非固结材料的搭接面包括在热固性加强件的搭接面上施加粘合增进剂薄膜和在热固性加强件的搭接面上进行积极的表面处理中的一项或两项使得搭接面为活性以与固结材料共同粘接。
[0061]
项23.根据项22所述的方法,其中,在热固性加强件的搭接面上执行积极的表面处理包括在热固性加强件的搭接面上执行电晕处理、等离子体处理、或火焰处理使得搭接面为活性以与固结材料共同粘接。
[0062]
项24.根据项16-23中任一项所述的方法,还包括对压机施加抽吸以移除截留在未固化的固结材料中的任何空气或挥发物。
[0063]
项25.根据项16-24中任一项所述的方法,还包括将压机预加热至预加热的温度,预加热的温度低于与固结材料相关联的固化温度。
[0064]
项26.一种用于形成加强面板的装置,该装置包括:第一平面台板,具有平面表面;第二平面台板,具有适于接合面板部件的平面表面,第二平面台板能够与第一平面台板共同操作以在其间施加压力;以及中间插入件,适于接合加强部件,中间插入件具有能够与第一平面台板或第二平面台板的平面表面接合的平面第一表面和能够与加强部件接合并且与加强部件共形的相对的第二表面使得施加至第一平面台板与第二平面台板之间的加强部件和面板部件的压力跨越加强部件均匀分布,其中,对至少中间插入件和第一平面台板或第二平面台板进行加热。
[0065]
项27.根据项26所述的装置,还包括与至少中间插入件和第一平面台板或第二平面台板相关联的加热元件,加热元件设置为加热至少中间插入件和第一平面台板或第二平面台板以将加强部件和面板部件基本同时共同粘接并且固化,固化面板部件,并且形成加强面板。
[0066]
项28.根据项26或27所述的装置,其中,加强部件包括热塑性或热固性加强件并且面板部件包括热固性蒙皮。
[0067]
项29.根据项26-28中任一项所述的装置,其中,加强部件为热塑性加强件。
[0068]
项30.根据项26-29中任一项所述的装置,其中,加强部件为热固性加强件。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips