
 商标分类
商标分类  商标转让
商标转让 
一种飞机管接头的维修方法与流程
 2021-02-13 17:02:24|
2021-02-13 17:02:24| 123|
123| 起点商标网
起点商标网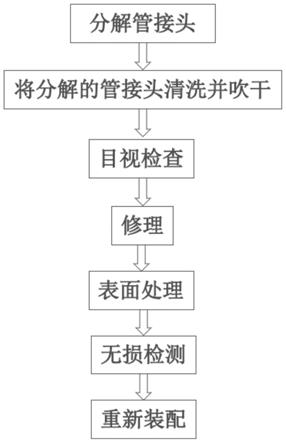
[0001]
本发明属于飞机维修领域,特别涉及一种用于飞机管接头的维修方法。
背景技术:
[0002]
管接头是飞机液压管路系统、燃油管路系统的重要组成部分,管接头的质量将直接决定飞机的性能。无论是对于飞机液压的管路系统还是对于燃油的管路系统,它们的油液压力引发的问题一直是工程界急需解决的任务。液压或燃油系统中任意一件管接头的损坏,都可能造成管路系统的重大事故。因此,对于飞机管接头的维修就显得格外的重要。
[0003]
飞机的管接头维修是一个繁忙、漫长、演进的工艺流程,必须将管接头的分解、清洗、检查、修理、装配各个步骤有效、有序的结合串联起来,严格控制其中每一个细节,使维修过程有序、无误、高效的完成。然而现有技术的维修方法各工艺步骤分散独立,不能形成流水线化生产,生产工艺的各个环节不能有效严格的控制,消耗大量人力、物力资源,维修效率低下。
技术实现要素:
[0004]
为了克服现有技术中存在的不足,本发明提出一种维修效率高的用于飞机管接头的维修方法。
[0005]
本发明的技术方案为:
[0006]
一种飞机管接头的维修方法,包括以下步骤:
[0007]
步骤1:将单架飞机上管接头分解为独立的接头并按部位区分;
[0008]
步骤2:分别将步骤1中分解出的各管接头进行清洗,并且吹干;
[0009]
步骤3:对所有管接头进行目视检查;
[0010]
步骤4:对所有管接头进行修理;
[0011]
步骤5:对所有管接头进行表面处理;
[0012]
步骤6:对所有管接头进行无损检测;将检测合格的管接头进行清洗和吹干;将获得的合格管接头送入装配间进行装配,如果有需要更换的零件,在装配间进行更换,装配完成后进行系统检测。
[0013]
进一步地,所述步骤2中,采用超声波清洗仪cqx25-24配合300清洗剂对管接头进行清洗,清洗时间为5~8min,清洗后经压缩空气吹干,这样大大提高了维修效率,有效降地了人力成本。
[0014]
进一步,所述步骤3中,配合5~10倍放大镜目视检查管接头的内锥面、外锥面、球面、螺纹处、保险丝孔、非工作面、内孔和表面镀层等。
[0015]
进一步,所述步骤4中,管接头的内锥面、外锥面借助普通车床修理,钢制管接头、钛合金管接头使用h13a刀块车修外锥面,铝制管接头使用h10刀块车修外锥面;规格在m12以下管接头车修时主轴转速控制在800~1000rpm之间,m12以上管接头车修时主轴转速控制在500~600rpm之间。内锥面研磨修理时采用钢制研磨棒配合220#/320#研磨砂与机油的
混合液研磨修理,主轴转速控制在300~400rpm之间。内锥面抛光时采用羊毛毡配合m14氧化铬研磨膏抛光修理,主轴转速控制在300~400rpm之间。修理完成后用什锦锉尖端倒钝并用乙酸乙酯清洗管接头。非工作表面的锈蚀痕迹使用手持打磨机除锈,除锈后管接头涂q14-31清漆防护。管接头上损坏的保险丝孔,在其相邻的棱角上钻制新孔,保证扣压螺帽上有两个良好的保险丝孔。
[0016]
进一步,所述步骤5中,表面处理镀层依据原机件进行表面处理。
[0017]
进一步,所述步骤6中,无损检测采用荧光渗透检测或磁粉探伤进行检测。使检测的结果更加准确,也有效的提高了维修的效率。
[0018]
进一步,所述步骤6中,无损检测完成后采用超声波清洗仪cqx25-24对管接头进行二次清洗,以避免管接头内混入多余物或杂质。
[0019]
与现有技术相比,本发明不仅能够显著的提升接头的维修质量,而且有效的提高了维修的效率,同时使维修方式更加系统化,形成了流水线化维修,能够对维修的每个环节进行严格的控制,确保了其可追溯性。
附图说明
[0020]
图1为本发明所述维修方法的流程图。
具体实施方式
[0021]
以下结合实施例和附图进一步解释本发明的具体实施方式,但不用于限定本发明。
[0022]
如图1所示,一种飞机管接头的维修方法,包括以下步骤:
[0023]
步骤1:将单架飞机上管接头分解为独立的接头并按部位区分,管接头包括发动机舱接头、机械管接头、尾梁接头、外翼、垂尾接头等。
[0024]
步骤2:将步骤1中分解出的管接头采用超声波清洗仪cqx25-24配合300清洗剂进行清洗,清洗5min,清洗后经压缩空气吹干。
[0025]
步骤3:配合5倍放大镜目视检查所有管接头的内锥面、外锥面、球面、螺纹处、保险丝孔、非工作面、内孔和表面镀层等。
[0026]
步骤4:对所有的管接头进行修理;其中,
[0027]
管接头的内、外锥面借助普通车床修理,钢制管接头、钛合金管接头使用h13a刀块车修外锥面,铝制管接头使用h10刀块车修外锥面;规格在m12以下管接头车修时主轴转速为1000rpm,m12以上管接头车修时主轴转速为600rpm。内锥面研磨修理时采用钢制研磨棒配合220#研磨砂与机油的混合液研磨修理,主轴转速为400rpm,内锥面抛光时采用羊毛毡配合m14氧化铬研磨膏抛光修理,主轴转速为400rpm。修理完成后用什锦锉尖端倒钝,使用乙酸乙酯清洗管接头并经压缩空气吹干。非工作表面的锈蚀痕迹使用手持打磨机除锈,除锈后管接头涂q14-31清漆防护。管接头上损坏的保险丝孔,在其相邻的棱角上钻制新孔,保证扣压螺帽上有两个良好的保险丝孔。
[0028]
步骤5:对所有的管接头依据原机件状态进行表面处理。
[0029]
步骤6:对所有管接头进行无损检测,无损检测采用磁粉探伤进行检测。无损检测完成后采用超声波清洗仪cqx25-24对管接头进行二次清洗并经压缩空气吹干,这样可以避
免管接头内混入多余物或杂质。修理合格的管接头送入装配间进行装配,如果有需要更换的零件,在装配间进行更换,装配完成后进行系统检测。
[0030]
检查管接头的非工作表面时,允许有轻微划伤,划伤深度不大于0.3mm(壁厚大于2mm的接头,应不大于0.5mm)。管接头螺纹的第一扣允许损坏,其余螺纹允许有轻微的压痕或损伤。管接头检查、修理过程中,发现疑似裂纹时探伤。
[0031]
在车修、研磨内外锥面时,以不影响装配和使用强度为前提,采用夹具夹持,保证圆跳动≤0.05mm,车修应保证螺纹的原有长度。车修后锥面的尖边处制r0.2mm的圆角。管接头的外锥面角度保证74
°±
30',锥面粗糙度要求为ra0.8。
[0032]
带有球面的组合件管接头采取分解的方式修理,使用螺纹胎备紧扣压螺帽,切断收压段取下螺帽后对球面管接头修理。非工作表面的锈蚀痕迹使用手持打磨机除锈,打磨除锈后管接头涂清漆q14-31防护。扣压螺帽内的锈蚀痕迹使用工具配合800#砂纸除锈。飞机管接头常用的表面处理方式为镀镉磷酸盐氧化与镀锌磷酸盐氧化。
[0033]
本发明提供的方法形成了流水线化维修,使维修方式更加系统化,能够对维修的每个环节进行严格的控制,而且有效的提高了维修的效率,显著提升了维修质量。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 管接头
 热门咨询
热门咨询




tips