
 商标分类
商标分类  商标转让
商标转让 
弹簧分离装置及其装配试验方法与流程
 2021-02-13 17:02:24|
2021-02-13 17:02:24| 99|
99| 起点商标网
起点商标网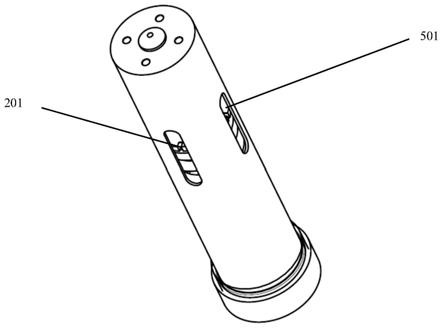
[0001]
本发明涉及航天用弹簧分离装置的制造技术领域,具体地,涉及一种弹簧分离装置及其装配试验方法。
背景技术:
[0002]
目前,航天器分离装置主要采用火工装置为主,包括爆炸螺栓、各类火工锁、火工推杆等,此类装置体积小、结构简单、承载能力强,但也存在不可克服的缺点,如安全性差、不能重复使用、冲击载荷大、容易产生污染等。针对火工装置存在的不足,世界各国纷纷开展了非火工分离装置的研究与制造,包括弹簧分离装置、石蜡致动分离推杆等,非火工分离装置的主要优点为:冲击载荷小、安全性强、无污染、可多次使用、便于试验验证。
[0003]
由于航天器分离装置应用较少,加之各国国防技术保密原因,相关的报道更是少之又少。针对航天器分离时极高的可靠性指标要求,研究人员需要从航天器分离冲击特性、作用时间、温湿度适应性等方面开展相关制造和试验的研究与验证,研制出满足空间复杂环境下航天器安全分离需要的弹簧分离装置。
技术实现要素:
[0004]
针对现有技术中的缺陷,本发明的目的是提供一种弹簧分离装置及其装配试验方法。
[0005]
根据本发明提供的一种弹簧分离装置,包括压缩弹簧、活塞、工艺螺栓、盖以及壳体,其中:
[0006]
活塞、压缩弹簧安装在壳体内;
[0007]
盖与壳体通过螺纹拧紧;
[0008]
工艺螺杆穿过盖,通过螺纹与活塞拧紧。
[0009]
优选地,所述活塞的周向上设置有活塞凹槽,壳体的周向上分布有与所述活塞凹槽匹配的腰型孔对齐。
[0010]
根据本发明提供的一种基于上述的弹簧分离装置的装配试验方法,包括如下步骤:
[0011]
清理步骤:对压缩弹簧、活塞、工艺螺栓、盖以及壳体清理;
[0012]
不涂胶装配步骤:不涂胶状态下装配弹簧分离装置;
[0013]
测试步骤:对弹簧分离装置进行输出力测试、随机震动测试、热真空测试;
[0014]
涂胶装配步骤:对弹簧分离装置涂胶装配。
[0015]
优选地,还包括磨合步骤:对活塞与壳体进行组件跑合若干次。
[0016]
优选地,还包括验证步骤:
[0017]
对弹簧分离装置进行完工检验、称重及外观检查。
[0018]
优选地,所述输出力测试包括:
[0019]
对弹簧测量装置的如下任一种状态的预紧载荷和工作载荷进行测量:
[0020]-正常状态;
[0021]-热真空试验后状态;
[0022]-随机振动试验后状态。
[0023]
优选地,所述随机震动测试包括对弹簧分离装置的轴向和横向进行随机振动试验。
[0024]
优选地,所述热真空测试包括对弹簧分离装置进行高低温热真空试验。
[0025]
优选地,所述清理步骤包括使用酒精或丙酮辅以干净无尘拭布对压缩弹簧、活塞、工艺螺栓、盖、壳体零件进行擦拭、清理表面多余物。
[0026]
优选地,涂胶装配步骤包括在壳体与盖之间螺纹处涂覆胶水。
[0027]
与现有技术相比,本发明具有如下的有益效果:
[0028]
1、本发明操作简单、工艺可靠、试验充分;
[0029]
2、本发明的弹簧分离装置的装配操作简单,装配过程安全可靠;
[0030]
3、本发明试验充分,涵盖了磨合试验、随机振动试验、热真空试验以及多次的弹簧输出力测试,试验条件模拟了太空环境;
[0031]
4、本发明的弹簧分离装置按工艺步骤实施后,能够满足空间复杂环境下航天器的安全可靠分离需求。
附图说明
[0032]
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
[0033]
图1为弹簧分离装置的结构示意图;
[0034]
图2为弹簧分离装置的剖面示意图;
[0035]
图3为弹簧分离装置的主视图;
[0036]
图4为弹簧分离装置的装配试验方法的步骤流程图。
[0037]
图中示出:
[0038]
压缩弹簧1
[0039]
活塞2
[0040]
活塞凹槽201
[0041]
工艺螺栓3
[0042]
盖4
[0043]
壳体5
[0044]
壳体腰型孔501
具体实施方式
[0045]
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
[0046]
如图1和图2所示,本发明提供了一种弹簧分离装置及其装配试验方法,根据本发
明提供的弹簧分离装置,包括压缩弹簧、活塞、工艺螺栓、盖以及壳体,其中:活塞、压缩弹簧安装在壳体内;盖与壳体通过螺纹拧紧;工艺螺杆穿过盖,通过螺纹与活塞拧紧。
[0047]
本发明提供的一种弹簧分离装置的装配、试验工艺方法,采用如下工艺步骤:
[0048]
1)多余物清理:操作人员佩戴洁净白手套,使用酒精或丙酮辅以干净无尘拭布对压缩弹簧、活塞、工艺螺栓、盖、壳体零件进行擦拭、清理表面多余物,其中活塞零件表面涂履f4防冷焊黑色膜层部分,在后续任何工序环节或阶段,禁止使用任何溶剂进行清理、接触,如果有灰尘等多余物,需使用柔细毛刷或干净干燥软布,轻轻拭除,不得损伤膜层表面。在后续任何工序环节或阶段,接触产品需佩戴洁净的白手套。
[0049]
2)磨合试验:(1)对零件进行分组配套,并标记清楚;(2)活塞与对应的壳体进行组件跑合15次,在重力条件下活塞在壳体内滑出到规定位置,试验前后进行拍照确认,最后3次最为检验次数,需要拍照确认并检验涂层完整性。
[0050]
3)不涂胶装配:(1)将活塞、压缩弹簧装入壳体中,其中压缩弹簧外径需涂覆601ef润滑脂;(2)安装盖及工艺螺栓,确保活塞90
°
分布的凹槽与壳体上90
°
分布的腰型孔对齐;(3)拆除工艺螺栓。
[0051]
4)输出力测试1:采用弹簧测力仪对弹簧分离装置的预紧载荷p1(活塞最终位置压缩后1mm的测试载荷)、工作载荷p2进行测量,并记录。弹簧测力仪测试精度不低于0.5%。
[0052]
5)随机振动试验:按照设计文件参数对弹簧分离装置进行轴向、横向随机振动试验,每个方向随机振动时间为1分钟,记录试验曲线和原始数据。其中试验持续时间容差为0~10%、振动频率容差为
±
2%。
[0053]
6)输出力测试2:采用弹簧测力仪对弹簧分离装置的预紧载荷p1(活塞最终位置压缩后1mm的测试载荷)、工作载荷p2进行测量,并记录。弹簧测力仪测试精度不低于0.5%。振动试验前后输出力的差值不大于标称值5%。
[0054]
7)热真空试验:(1)安装工艺螺栓;(2)按照真空度优于6.65
×
10-3pa、试验温度高温85℃~89℃及低温-89℃~-85℃、持续时间4小时、循环次数3.5次的要求进行热真空试验,记录试验曲线和原始数据。
[0055]
8)输出力测试3:拆除工艺螺栓,采用弹簧测力仪对弹簧分离装置的预紧载荷p1(活塞最终位置压缩后1mm的测试载荷)、工作载荷p2进行测量,并记录。弹簧测力仪测试精度不低于0.5%。热真空试验前后输出力的差值不大于标称值5%。
[0056]
9)涂胶装配:(1)拆除盖;(2)在壳体与盖之间螺纹处涂长城202胶,拧紧盖;(3)安装工艺螺栓,确保活塞90
°
分布的凹槽与壳体上90
°
分布的腰型孔对齐。
[0057]
10)完工检验:(1)对弹簧分离装置进行称重并记录;(2)检查装配后的尺寸及外观质量,并记录。
[0058]
本发明操作简单、工艺可靠、试验充分;试验充分,涵盖了磨合试验、随机振动试验、热真空试验以及多次的弹簧输出力测试,试验条件模拟了太空环境;能够满足空间复杂环境下航天器的安全可靠分离需求。
[0059]
在本申请的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。
[0060]
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本申请的实施例和实施例中的特征可以任意相互组合。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 压缩弹簧
 热门咨询
热门咨询




tips