
 商标分类
商标分类  商标转让
商标转让 
定位装配连接件及其车身骨架的制作方法
 2021-02-07 05:02:18|
2021-02-07 05:02:18| 252|
252| 起点商标网
起点商标网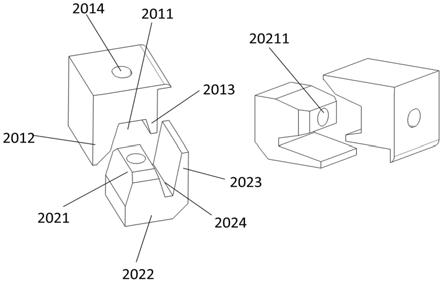
[0001]
本发明涉及汽车车体结构,特别涉及一种定位装配连接件及其车身骨架。
背景技术:
[0002]
汽车的生产制造分为冲压、焊接、涂装、总装四大生产工艺,而汽车的车身骨架需要经过模具冲压、焊接组拼、涂装防腐三大工艺之后,才能进入总装车间与其他汽车零部件匹配安装成汽车产品,车身骨架作为车辆的重要载体,也是唯一贯穿四大生产工艺的核心部件。
[0003]
传统汽车车身制造为几百个冲压件焊接成几十个子总成,然后通过总成焊接线连接,最后经总拼线焊接为车身骨架总成,零部件种类多、数量多,这就需要大面积使用土地资源、建设规划大型制造车间、投入产品线的生产设备加上能源消耗、物料中转、环境污染、人事招募、管理培训、安全隐患等方面付出了几十亿甚至几百亿的巨大代价。
[0004]
在传统装配形式下,车身骨架已完全焊接成笼式框体结构,装配工人需要拿着工具和零部件钻进钻出,尤其是大型的零部件在笼式框体结构下装配困难,存在死角空间施展不开的实际情况,影响了生产时效性。
[0005]
公开号为cn103979016a的中国专利公开一种轻量化电动汽车车身骨架,包括采用碳纤维增强复合材料制成的左侧车身架、右侧车身架、车顶和前玻璃托架,所述左侧车身架、所述右侧车身架分别与所述车顶和所述前玻璃托架通过胶接和螺栓紧固方式进行装配得到一空间笼形管状车身骨架;所述四大块各以合边区域为分片线,进一步分为内外两片,内外片在合边区胶接连接,其车身骨架装配仅采用胶接和螺栓固定方式进行装配,定位效果差,组装效率低、装配形式单一。
技术实现要素:
[0006]
本发明的目的在于提供一种定位装配连接件及其车身骨架,以克服现有技术存在的定位效果差、装配效率低、装配形式单一的问题。
[0007]
为实现上述目的,本发明提供如下技术方案:一种定位装配连接件,其包括相互装配固定的第二上本体、第二下本体,自所述第二上本体底部向内凹陷形成第二收容槽,所述第二下本体包括第一底座以及自所述第一底座表面向外延伸形成的配合块,所述第二收容槽两侧分别为第一导向块和第二导向块,所述配合块一侧间隔设置有位于所述第一底座表面的第二底座,所述配合块与所述第二底座之间围成一导向槽,所述第二导向块装于所述导向槽内,所述配合块装于所述第二收容槽内并与所述第二上本体固定连接。
[0008]
所述第二上本体具有贯穿所述第二收容槽底部的第二上本体螺孔,所述配合块具有贯穿所述第一底座的第二下本体螺孔,所述第二下本体螺孔内部具有内螺纹,一螺栓穿过所述第二上本体螺孔与所述第二下本体螺孔的内螺纹咬合连接。
[0009]
所述配合块装于所述第二收容槽内并与所述第二上本体胶接或铆接。
[0010]
所述配合块为梯形结构,其两侧均具有第一斜面,所述第二收容槽与所述配合块
相匹配,所述第一斜面与所述第二收容槽的侧面贴合。
[0011]
所述配合块两端均截去一部分形成第二斜面,所述第二收容槽底部向内凹陷形成一内槽,所述内槽两端均具有导向斜面,所述第二倾斜面与所述导向斜面贴合。
[0012]
所述第一底座底部进行掏空设置,所述第二底座内侧表面为倾斜设置,且自所述导向槽底部向外倾斜延伸,所述第二底座内侧表面与所述第二导向块外侧表面间隙配合。
[0013]
为实现上述目的,本发明也提供如下技术方案:一种车身骨架,其包括侧围a柱、前地板纵梁,所述侧围a柱下部、与所述前地板纵梁前部通过所述定位装配连接件固定连接。
[0014]
与现有技术相比,本发明的有益效果是:
[0015]
1、本发明通过定位装配连接件将左侧围、右侧围与下车体下部组装,安装过程中能使左侧围、右侧围与下车体之间精准定位,并自动修正骨架的焊接变形量,使装配硬点区域达到设计要求;
[0016]
2、通过配合块与第二收容槽配合,第二导向块与导向槽配合,实现第二上本体与第二下本体之间的定位组装,通过在配合块设置第一斜面、第二斜面,配合块与第二收容槽装配时,起到消化误差作用。
附图说明
[0017]
图1为本发明车身骨架组装结构示意图;
[0018]
图2为图1中车身骨架分解结构示意图;
[0019]
图3为图2中下车体、左侧围、右侧围结构示意图;
[0020]
图4为本发明左侧围与下车体的主定位连接点示意图;
[0021]
图5为图4中定位装配件结构示意图;
[0022]
图6为图5中定位装配件剖面图;
[0023]
图7为本发明左侧围与下车体的副定位连接点示意图;
[0024]
图8为图7中定位装配连接件结构示意图;
[0025]
图9为图8中定位装配连接件剖视图;
[0026]
图10为本发明下车体与左侧围的辅助定位连接点示意图;
[0027]
图11为图10中定位连接件结构示意图;
[0028]
图12为图11中定位连接件剖视图。
具体实施方式
[0029]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0030]
请参阅图1至图12,本发明为一种车身骨架,其包括下车体1、左侧围2、右侧围3、后围4、顶横梁5,具体的,左、右侧围组装于下车体1两侧,后围4组装于上车体1后端,顶横梁5与左、右侧围上端组装。
[0031]
参见图2,下车体1包括对称设置的两个下车体a柱11、连接于两个下车体a柱11底部的前地板及后地板。具体的,前地板两侧具有两个前地板纵梁12,后地板两侧具有两个后
地板纵梁13。左侧围、右侧围均包括侧围a柱21、连接于侧围a柱21底部的前门槛梁22以及设置于前门槛梁22后方的侧围下边梁23。
[0032]
参见图3,左侧围或右侧围通过主定位连接点100、副定位连接点200、辅助定位连接点300与下车体1定位连接。主定位连接点100、副定位连接点200、辅助定位连接点300组成装配定位系统。
[0033]
参见图4及图5,主定位连接点100为下车体a柱11上部(100a)与侧围a柱21上部(100b)对接,并通过定位装配件10将二者连接。定位装配件10包括与侧围a柱21上部固定的第一上本体101以及与下车体a柱11上部固定的第一下本体102。
[0034]
参见图4,左侧围或右侧围还均包括连接于侧围a柱21上端的安装纵梁24,第一上本体101以y方向或z方向固定在安装纵梁103前部外端面;下车体1还包括连接两个下车体a柱11的安装横梁15,第一下本体102固定于下车体a柱11上部外端面或所述安装横梁15侧部外端面,具体的,以y方向固定在安装纵梁103前部外端面的第一上本体101与固定于下车体a柱11上部外端面的第一下本体102在y方向进行定位装配;以z方向固定在安装纵梁103前部外端面的第一上本体101与固定于安装横梁15侧部外端面的第一下本体102在z方向进行定位装配。
[0035]
参见图5,第一上本体101包括第一上本体底座1011及固定于第一上本体底座1011外侧表面的第一上连接件1012,所述第一上本体底座的轴线与所述第一上连接件的轴线垂直。第一上连接件1012具有贯穿其上下表面的第一上本体螺孔10121,其中,第一上本体螺孔10121中心线与第一上本体底座1011外侧表面平行。第一上本体底座1011内侧表面以y方向或z方向固定在安装纵梁103前部外端面。
[0036]
具体的,参见图6,第一上连接件1012包括主要为柱形结构,其包括第一上段10121、第一中段10122以及第一下段10123。第一上段10121宽度大于第一中段10122宽度,第一中段10122为梅花柱形结构,起模块装配角度修正作用,修正导向装配时发生歪斜的现象,同时也可以减少装配摩擦力,辅助定位。第一下段10123外径自内向外逐渐减小,第一下段10123的最大外径不超过第一中段10122的外径。
[0037]
所述第一下段不限于柱体,也可为圆锥体或多边形锥体或柱体或多边形柱体或半球体或椭球体,所述第一中段也可为多边柱形。
[0038]
参见图5,第一下本体102包括第一下本体底座1021以及固定于第一下本体底座1020内侧表面且与第一下本体底座1021同轴的第一下连接件1022。第一下连接件1022装于下车体a柱11上部空腔内或安装横梁15侧部空腔内,第一下本体底座1021内侧表面与下车体a柱11上部外端面或安装横梁15侧部外端面固定连接。
[0039]
参见图5及图6,第一下连接件1022具有一贯穿所述第一下本体底座的第一收容槽1023,第一上连接件1012装于第一收容槽1023内且绕所述第一下本体底座1021轴线转动,第一收容槽1023包括第一上段槽体10231和第一下段槽体10232。
[0040]
具体的,第一上段槽体10231桶形结构,起装配角度修正作用,防止修正导向装配时发生歪斜的现象,使咬合过程能够垂直配合。第一下段槽体10232内径自第一上段槽体10231内端向外逐渐减小。
[0041]
参见图6,第一收容槽1023底部开设有第一下本体螺孔10233,第一下本体螺孔10233具有内螺纹。第一上段槽体10231内径大于第一下段槽体10232最大内径,第一下本体
螺孔10233、第一下段槽体10232连接处形成一第一台阶10234。
[0042]
第一中段10122装于第一上段槽体10231内,第一下段10123装于第一下段槽体10232内,第一下段10123外端面与第一台阶10234抵持。第一上段10121与第一下本体底座1021外侧表面抵持。
[0043]
螺栓穿过第一上本体101的第一上本体螺孔10121,并深入第一下本体螺孔10233,第一下本体螺孔10233内部的内螺纹与螺栓咬合连接,装配过程省去螺母,实现单向操作螺栓进行安装,提升装配效率。
[0044]
第一上段与第一上本体底座连接处设有第一加强筋,第一下连接件外侧表面均匀设置若干第二加强筋。
[0045]
第一上本体底座内侧表面进行掏空设计,减少与侧围a柱21上部大面积接触造成的形面配合误差。
[0046]
第一上本体底座1011内侧表面以y方向固定在安装纵梁103前部外端面,第一下连接件1022装于下车体a柱11上部空腔内,第一上连接件1012以竖直方向装于第一收容槽1023内,螺栓自上而下依次穿过所述第一上本体螺孔10121、第一下本体螺孔10233,实现第一上本体101、第一下本体102在y方向进行定位组装。
[0047]
第一上本体底座1011内侧表面以z方向固定在安装纵梁103前部外端面,第一下连接件1022装于安装横梁15侧部空腔内,第一上连接件1012以水平方向装于第一收容槽1023内,螺栓自外向内依次穿过第一上本体螺孔10121、第一下本体螺孔10233,实现第一上本体101、第一下本体102在z方向进行定位组装。第一上本体101、第一下本体102连接方式不仅限于螺栓连接,也可采用胶接或铆接等其他连接方式。
[0048]
参见图7及图8,副定位连接点200为侧围a柱21下部(200b)与下车体a柱11下部(200a)对接,并通过定位装配连接件20将二者连接。
[0049]
参见图7,定位装配连接件20包括固定于所述侧围a柱下部的第二上本体201以及以y方向或z方向固定于前地板纵梁12前部顶面的第二下本体202。
[0050]
第二上本体201具有自底部向内凹陷形成的第二收容槽2011,第二收容槽2011两侧分别为第一导向块2012和第二导向块2013。
[0051]
第二下本体202包括第一底座2022以及自所述第一底座2022表面向外延伸形成的配合块2021,配合块2021一侧间隔设置有位于第一底座2022表面的第二底座2023,配合块2021与所述第二底座2023之间围成一导向槽2024,第二导向块2013装于导向槽2013内,配合块2021装于所述第二收容槽2011内并与所述第二上本体201固定连接。第一底座2022底部进行掏空设置。
[0052]
配合块2021为梯形结构,配合块2021两侧均具有第一斜面20212,第二收容槽2011与所述配合块2021相匹配,第一斜面20212与第二收容槽2011的侧面贴合。
[0053]
配合块2021两端均截去一部分形成第二斜面20213,第二收容槽2011底部向内凹陷形成一内槽20111,所述内槽20111两端均具有导向斜面20112,第二倾斜面20213与导向斜面20112贴合,通过设置第一斜面20212、第二斜面20213,配合块2021与第二收容槽2011装配时,起到消化误差作用。
[0054]
第二底座2023内侧表面为倾斜设置,且自所述导向槽2013底部向外倾斜延伸,所述第二底座2023内侧表面与所述第二导向块2013外侧表面间隙配合。
[0055]
配合块2021但不仅限于梯形结构,可以为柱形、半球形、锥形、矩形等其他形体结构。
[0056]
第二上本体201具有贯穿其上下表面的第二上本体螺孔2014,所述配合块2021具有贯穿其上下表面的第二下本体螺孔20211,第二上本体螺孔2014与第二收容槽2011相贯通,第二下本体螺孔20211内部具有内螺纹,螺栓穿过第二上本体螺孔2014并与第二下本体螺孔20211的内螺纹咬合连接。
[0057]
第二上本体201的内侧面2015以y方向固定在所述前门槛梁22前部外端面,第一底座2022的底部固定于所述前地板纵梁12前部顶面,所述第二收容槽2011以竖直方向包覆所述配合块2021,所述螺栓自上而下依次穿过所述第二上本体螺孔、第二下本体螺孔。
[0058]
第二上本体的内侧面2015以z方向固定在所述前门槛梁前部外端面,第二底座2023的底部固定于所述前地板纵梁前部顶面,所述第二收容槽2011以水平方向包覆所述配合块2021,螺栓自外向内依次穿过所述第二上本体螺孔、第二下本体螺孔。第二上本体、第二下本体连接方式不仅限于螺栓连接,也可采用胶接或铆接等其他连接方式。
[0059]
参见图10及图11,辅助定位连接点300为左侧围2的前门槛梁22后部(300b)与下车体1的前地板纵梁12后部(300a)对接,并通过定位连接件30将二者固定连接。
[0060]
定位连接件30包括以y方向或z方向固定于前门槛梁22后部外端面的第三上本体301以及以y方向或z方向固定于前地板纵梁12后部顶面的第三下本体302。
[0061]
具体的,以y方向固定于前门槛梁22后部外端面的第三上本体301与以y方向固定于前地板纵梁12后部顶面的第三下本体302在y方向进行定位装配;以z方向固定于前门槛梁22后部外端面的第三上本体301与以z方向固定于前地板纵梁12后部顶面的第三下本体302在z方向进行定位装配。
[0062]
参见图11,第三上本体301包括第三上本体底座3011以及固定于第三上本体底座3011外侧表面的第三上连接件3012。本实施例中,第三上连接件3012为梯形结构,其包括两平行表面和连接两平行表面的两个斜面,第三上本体螺孔贯穿两平行表面,所述第三收容槽的两侧面为倾斜设置,两侧面自所述第三收容槽底部向外倾斜延伸,所述第三上连接件的两个斜面与所述第三收容槽的两侧面贴合。
[0063]
第三上连接件3012但不仅限于梯形结构,可以为柱形、半球形、锥形、矩形等其他形体结构。第三上连接件3012起装配导向作用,装配过程中对车架纵向尺寸进行修正。第三上连接件3012具有贯穿其上下表面的第三上本体螺孔30121,所述第三上本体螺孔的轴线与第三上本体底座的轴线垂直。第三上本体底座3011内侧表面以y方向或z方向固定于前门槛梁22后部外端面。
[0064]
参见图11,第三下本体302具有自外向内凹陷的第三收容槽3021,第三上连接件3012装于第三收容槽3021内,第三收容槽3021底部具有贯穿其上下表面的第三下本体螺孔3022,第三下本体螺孔3022内部具有内螺纹。螺栓依次穿过第三上本体螺孔30121,并与第三下本体螺孔3022内的内螺纹咬合连接,实现单向操作螺栓进行安装,提升装配效率。另外,第三上连接件装于所述第三收容槽内并与所述第三下本体通过胶接或铆接方式固定。
[0065]
参见图12,第三下本体302具有第三底面3023及两个第三侧面3024,第三下本体302以y方向固定于前地板纵梁12后部顶面是指第三底面3023固定于前地板纵梁12后部顶面,实现第三上本体301、第三下本体302在y方向定位组装;第三下本体302以z方向固定于
前地板纵梁12后部顶面是指第三底面3023旋转90度,其中一第三侧面3024固定于前地板纵梁12后部顶面,实现第三上本体301、第三下本体302在z方向定位组装。第三上本体底座3011表面与一所述第三侧面3024贴近。
[0066]
通过结构不同的定位装配件10、定位装配连接件20、定位连接件30将下车体1与左、右侧围拼接组装,保证结构强度,免去部分焊接对环境造成污染,组装过程中,装配工人无需拿着工具和零部件钻进钻出,提高工作效率。
[0067]
本发明并不对定位装配件10、定位装配连接件20、定位连接件30的组装位置进行限定,左侧围或右侧围与下车体组装时,可以采用上述三种任意一种或任意两种组合。
[0068]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips