
 商标分类
商标分类  商标转让
商标转让 
磁悬浮车辆的司机室头罩的制作方法
 2021-02-04 07:02:32|
2021-02-04 07:02:32| 300|
300| 起点商标网
起点商标网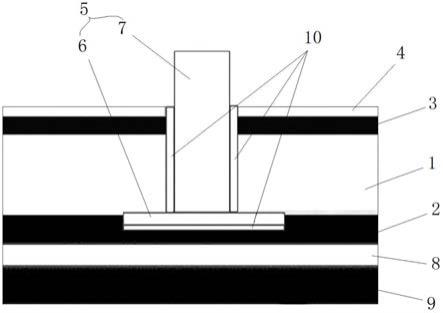
[0001]
本实用新型涉及铁路车辆的车体部件技术领域,具体涉及一种磁悬浮车辆的司机室头罩。
背景技术:
[0002]
磁悬浮车辆的司机室头罩的结构为整体结构,目前,普遍为玻璃钢材质,工艺采用手糊工艺或不饱和树脂真空辅助注入工艺。
[0003]
但该工艺采用不饱和树脂,产品耐温性较差,热膨胀系数较大,因而导致产品局部尺寸变化较大,且重量偏差不易控制,此外,在工艺过程中使用大量的有机溶剂,导致较多的挥发性有机化合物(voc)产生,环境友好性较差,同时玻璃钢材质密度高、强度低,为了保持足够的强度,造成产品厚度大,不利于现有轨道交通行业轻量化的要求。
技术实现要素:
[0004]
因此,本实用新型要解决的技术问题在于克服现有技术中的司机室头罩采用玻璃钢材质,产品厚度大,不利于现有轨道交通行业轻量化的要求的缺陷,从而提供一种复合材料的司机室头罩。
[0005]
本实用新型要解决的另一个技术问题在于克服现有技术中的司机室头罩在制作过程中,采用的不饱和树脂真空辅助注入工艺,导致产品局部尺寸变化较大,产品重量偏差不易控制,并且在过程中使用大量的有机溶剂,导致较多的voc产生,环境友好性较差的缺陷,从而提供一种磁悬浮车辆的司机室头罩的制作方法。
[0006]
为了解决上述技术问题,本实用新型提供一种磁悬浮车辆的司机室头罩,包括:
[0007]
头罩本体,具有泡沫夹心层和设置在所述泡沫夹心层的上表面和下表面的缓冲层,所述缓冲层主要采用碳纤维预浸料;
[0008]
金属件,嵌设在所述泡沫夹心层和所述缓冲层内,并具有一端伸出所述头罩本体的外部。
[0009]
作为优选方案,所述金属件的嵌入到所述泡沫夹心层和所述缓冲层内的部分,通过胶层分别与所述泡沫夹心层和所述缓冲层连接。
[0010]
作为优选方案,所述金属件具有通过胶层连接的两部分;其中,第一部分横向设置,所述第一部分的一面与泡沫夹心层下表面的缓冲层的内侧通过胶层连接;第二部分竖向设置,一端朝向所述头罩本体的外部伸出,另一端与所述第一部分的上表面通过胶层连接。
[0011]
作为优选方案,位于所述泡沫夹心层的下表面的所述缓冲层的下表面上设置有抗冲击层,所述抗冲击层主要采用碳纤维和芳纶混编预浸料。
[0012]
作为优选方案,所述抗冲击层的下表面上设置有面层,所述面层采用碳纤维预浸料。
[0013]
作为优选方案,位于所述泡沫夹心层的上表面的缓冲层的上表面上设置有隔音
层,所述隔音层采用隔音阻尼材料。
[0014]
本实用新型还提供一种磁悬浮车辆的司机室头罩的制作方法,包括以下步骤:
[0015]
在第一模具内设置第一缓冲层;
[0016]
在第一缓冲层上嵌入金属件;
[0017]
对第一缓冲层和金属件进行压固化成型;
[0018]
在第二模具内设置第二缓冲层,对第二缓冲层进行压固化成型;
[0019]
在第二缓冲层上的与所述第一缓冲层上的金属件相对的位置处进行打孔;
[0020]
将泡沫层设置在所述第一缓冲层和所述第二缓冲层之间,将所述第一模具和所述第二模具进行合模,然后进行压固化成型。
[0021]
作为优选方案,所述第一模具内在所述第一缓冲层的下方还设置有抗冲击层,所述抗冲击层主要采用碳纤维和芳纶混编预浸料。
[0022]
作为优选方案,所述抗冲击层的下方还设置有面层,所述面层采用碳纤维预浸料。
[0023]
作为优选方案,还包括:在所述第二缓冲层的上表面胶接隔音层,所述隔音层采用隔音阻尼材料。
[0024]
本实用新型技术方案,具有如下优点:
[0025]
1.本实用新型提供的磁悬浮车辆的司机室头罩,采用碳纤维复合材料代替玻璃钢,和原头罩相比,满足同样要求下,重量可降低15-30%,轻量化效果显著;另外,采用创新型金属件内嵌技术,将金属件内嵌在缓冲层中,采用胶结共固化工艺,将金属件与产品一体成型,避免了传统玻璃钢司机室头罩的破坏性内嵌金属件的缺陷。
[0026]
2.本实用新型提供的磁悬浮车辆的司机室头罩,采用多种材料,充分利用各个材料的优异性能,在满足产品要求的同时,具有明显的轻量化效果。面层主要采用3k丝束碳纤维预浸料,降低热膨胀系数差异,有利于后期涂装;抗冲击层主要采用碳纤维与芳纶混编预浸料,充分利用芳纶性能抗冲击性能与碳纤维高强高模性能,可大幅提高碳纤维复合材料的抗冲击性能,同时对产品压缩性能影响较小,在等刚度结构优化后,产品厚度减少,仍可以满足头罩的抗冲击要求;缓冲层主要采用大丝束碳纤维预浸料,降低成本,内嵌金属件;泡沫夹芯层主要利用聚对苯二甲酸乙二醇酯(pet)或聚甲基丙烯酰亚胺泡沫(pmi),提升产品刚度;缓冲层主要采用大丝束碳纤维预浸料,提升产品刚度,减少变形;隔音层采用隔音阻尼材料,提升司机室内部隔音量,降低噪音。
[0027]
3.本实用新型提供的磁悬浮车辆的司机室头罩的制作方法,采用碳纤维预浸料,相对于原手糊工艺,具有产品质量稳定好、尺寸精度高等优点;并且,采用碳纤维预浸料工艺代替不饱和树脂不仅满足阻燃性能要求,大幅提高产品质量,在生产过程几乎无voc排放,环境友好。
[0028]
4.本实用新型提供的磁悬浮车辆的司机室头罩的制作方法,以碳纤维织物、碳纤维与芳纶纤维混编织物、泡沫夹芯和环氧树脂等作为原材料,采用分步固化成型为蒙皮,再采用共固化成型一体;由于采用分步成型,再共固化成型方式,不仅降低制造成本,还保留了司机室头罩一体化成型,可避免后期装配出现尺寸偏差,提升产品性能。
[0029]
5.本实用新型提供的磁悬浮车辆的司机室头罩的制作方法,采用创新型金属件内嵌技术,将金属件内嵌在缓冲层中,采用胶接共固化工艺,与产品成型一体,避免了传统玻璃钢司机室头罩破坏性内嵌金属件方式(先固化成型玻璃钢司机室头罩,然后再局部钻孔
挖槽,预埋金属件,在局部二次铺贴织物补强),不仅不破坏产品,还提高了金属件的定位精度,提高了局部的剪切性能,避免不同材质分层现象,并且与外部连接更牢固。
附图说明
[0030]
为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0031]
图1为本实用新型的磁悬浮车辆的司机室头罩一种实施方式的主视剖面图。
[0032]
图2为本实用新型的磁悬浮车辆的司机室头罩的制造方法流程图。
[0033]
附图标记说明:
[0034]
1、泡沫夹心层;2、第一缓冲层;3、第二缓冲层;4、隔音层;5、金属件;6、第一部分;7、第二部分;8、抗冲击层;9、面层;10、胶层。
具体实施方式
[0035]
下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0036]
在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0037]
在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
[0038]
此外,下面所描述的本实用新型不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
[0039]
实施例1
[0040]
本实施例提供一种的磁悬浮车辆的司机室头罩具体实施方式,如图1所示,包括:头罩本体,所述头罩本体具有泡沫夹心层1和设置在所述泡沫夹心层1的上表面和下表面的缓冲层,所述缓冲层主要采用碳纤维预浸料,具体的,所述缓冲层采用50k丝束的碳纤维预浸料。
[0041]
所述头罩本体的位于所述泡沫夹心层1的上表面的缓冲层的上表面上,还设置有隔音层4,所述隔音层4采用隔音阻尼材料。
[0042]
所述头罩本体上的金属件5嵌设在所述泡沫夹心层1和所述缓冲层内,所述金属件
5具有一端伸出所述头罩本体的外部。所述金属件5的嵌入到所述泡沫夹心层1和所述缓冲层内的部分,通过胶层10分别与所述泡沫夹心层1和所述缓冲层连接。
[0043]
所述金属件5具有通过胶层10连接的两部分;其中,第一部分6横向设置,所述第一部分6的一面与泡沫夹心层1下表面的缓冲层的内侧通过胶层10连接;第二部分7竖向设置,一端朝向所述头罩本体的外部伸出,另一端与所述第一部分6的上表面通过胶层10连接。
[0044]
如图1所示,所述头罩本体的位于所述泡沫夹心层1的下表面的所述缓冲层的下表面上,还设置有抗冲击层8,所述抗冲击层8主要采用碳纤维和芳纶混编预浸料。
[0045]
如图1所示,所述抗冲击层8的下表面上设置有面层9,所述面层9采用碳纤维预浸料。具体的,所述面层9采用3k丝束碳纤维预浸料。
[0046]
实施例2
[0047]
本实施例提供一种实施例1中所述的磁悬浮车辆的司机室头罩的制作方法的具体实施方式,如图2所示,包括以下步骤:
[0048]
首先,提供裁剪好的预浸料以及泡沫。
[0049]
第二步,在下模具内依次铺贴面层9、抗冲击层8和第一缓冲层2。
[0050]
第三步,在第一缓冲层2上嵌入金属件5,打胶;
[0051]
第四步,将面层9、抗冲击层8、第一缓冲层2和金属件5进行真空袋压固化成型为半成品a;
[0052]
第五步,在上模具内铺贴第二缓冲层3,并在第二缓冲层3上进行打孔,具体的打孔位置为:与第一缓冲层2上的金属件5相对的位置处;
[0053]
第六步,将第二缓冲层3进行真空袋压固化成型为半成品b;
[0054]
第七步,在上模具的第一缓冲层2和下模具的第二缓冲层3之间设置泡沫层,具体的,将半成品a的非模具面、泡沫层的上下表面、半成品b的非模具面铺贴胶膜,然后将泡沫层设置在第一缓冲层2和第二缓冲层3之间,对上模具和下模具进行合模,然后进行压固化成型。
[0055]
第八步,产品修边,然后在所述第二缓冲层3的上表面胶接隔音层4,所述隔音层4采用隔音阻尼材料。
[0056]
显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本实用新型的保护范围之中。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips