
 商标分类
商标分类  商标转让
商标转让 
车辆装饰部件的制作方法
 2021-02-03 12:02:50|
2021-02-03 12:02:50| 92|
92| 起点商标网
起点商标网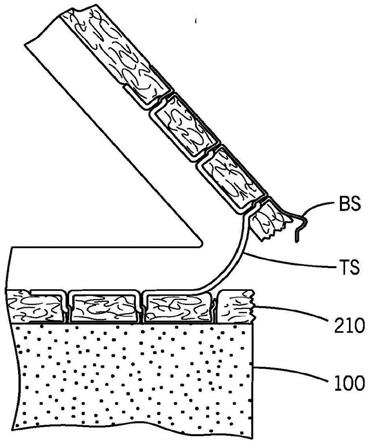
车辆装饰部件
相关申请的交叉引用
[0001]
本申请要求下列专利申请的优先权并将其全部引入作为参考:2018年6月28日提交的题为“车辆装饰部件”的美国临时专利申请第62/691,595号。
技术领域
[0002]
本发明涉及一种车辆装饰部件。
背景技术:
[0003]
已知在车辆中提供一种气囊,该气囊配置为通过气囊滑槽在装饰部件上展开并进入车辆内部。
[0004]
提供一种改进的装饰部件将是有利的,该装饰部件被配置为在该装饰部件上的气囊滑槽处或邻近其提供加强件,例如线/线图案。
技术实现要素:
[0005]
本发明涉及一种用于车辆内部的装饰部件,所述装饰部件配置为支撑气囊滑槽和气囊模块,所述气囊模块提供气囊,所述气囊配置为通过开口展开到所述车辆内部中,其包括:结构基底,所述结构基底提供在所述气囊展开时建立的至少一个门,以便于所述气囊从所述气囊模块通过所述开口展开。该结构基底可以包括一个加强件,该加强件被配置为用于在该气囊展开过程中将该至少一个门固定到该结构基底上。该加强件可以包括至少一个针脚。该加强件可以包括顶部针脚和底部针脚。顶部针脚可包括线重量,并且底部针脚可包括线重量;顶部针脚的线重量通常可以大于底部针脚的线重量。顶部针脚可包括210tex线;底部针脚可包括70tex线。该底缝可以被配置为在该气囊展开时分离以便于该气囊通过该开口从该气囊模块展开。该顶部针脚可以被配置为用于在该气囊展开时将门固定到该结构基底上。该顶部针脚可以被配置为在气囊展开时拉伸以将门固定到该结构基底上。该加强件可以由粘结的尼龙线组成。该加强件可以由以下中的至少一种组成:(a)kevlar、(b)芳族聚酰胺、(c)尼龙、(d)聚酯、(e)线、(f)陶瓷纤维、(h)聚合物纤维、(i)合成纤维。该结构基底可以包括至少部分地由纤维组成的面板;该加强件可以包括缝到该面板上的线。该线可以在压缩成形过程中被压入该面板的表面中。该面板可以包括凹陷;该线可以在该凹陷处接合到该面板上。该线和该面板可以形成用于该装饰部件的总体上连续表面。该结构基底可以包括压缩形成的部件。该压缩形成的部件可以包括在该结构基底的背侧中的凹陷,该凹陷被配置为用于建立该开口,使得该气囊将在该开口处穿过该压缩形成的部件展开。该结构基底可以至少部分地由纤维形成。该装饰部件可以进一步包括盖以在该结构基底的前侧上提供表面。所述气囊与所述至少一个门之间的接触可引起所述盖的撕裂以建立所述气囊的开口并促进所述气囊通过所述开口展开。所述气囊滑槽可以限定用于所述至少一个门的至少一个铰链区域;该加强件可以邻近该铰链区域定位。该结构基底可以包括总体上刚性的纤维垫。该装饰部件可以进一步包括盖;盖可以包括以下中的至少一个:(a)皮革;(b)合
成皮革;(c)仿皮;(d)塑料层和纺织品背衬的复合材料;(e)涂覆织物;(f)聚氯乙烯涂覆织物;(g)机织物;(h)无纺布;(i)贴花;(j)乙烯基;(k)箔片。
[0006]
本发明涉及一种通过以下方法在包括第一表面和第二表面的模具中生产的车辆内部部件,所述方法包括:将预先形成的基底放置在模具的第一表面上,通过在模具的第一表面和模具的第二表面之间压缩预先形成的基底由预先形成的基底形成压缩形成的结构,以及将盖施加到压缩形成的结构上以形成提供表面效果的面板组件。该预先形成的基底可以包括加强的预先形成的基底。该加强件可以包括以下中的至少一种:(a)kevlar、(b)芳族聚酰胺、(c)尼龙、(d)聚酯、(e)线、(f)陶瓷纤维、(h)聚合物纤维、(i)合成纤维。该基底层可以包括至少部分地由纤维组成的面板;该加强件可以包括缝到该面板上的线。该压缩形成的结构可以包括该基底层和该加强件。该加强的预先形成的基底可以包括表面效果,该表面效果包括总体上光滑的纹理。该面板组件的表面效果通常可以包括加强的预先形成的基底的表面效果。形成压缩形成的结构的步骤可以包括将加强件和预先形成的基底形成为总体上连续的表面。用于预先形成的基底的基底层可以包括纤维垫。该基底层可以包括总体上刚性的纤维垫。形成该压缩形成的结构的步骤可以包括将该基底层形成为总体上刚性的形式。该面板组件的表面效果可以包括该压缩形成的结构的基底层的总体上刚性形式。该面板组件的表面效果可以包括总体上光滑的纹理和总体上刚性的形式。面板组件的总体上光滑的纹理可由(a)盖的表面效果和(b)预先形成的基底的表面效果提供。面板组件的盖可以包括以下中的至少一个:(a)皮革;(b)合成皮革;(c)仿皮;(d)塑料层和纺织品背衬的复合材料;(e)涂覆织物;(f)聚氯乙烯涂覆织物;(g)机织物;(h)无纺布;(i)贴花;(j)乙烯基;(k)箔片。该压缩形成的结构可以包括一种形状。该面板组件可以至少部分地包括该压缩形成的结构的形状。该形状可以包括由该模具的第一表面提供的第一轮廓以及由该模具的第二表面提供的第二轮廓。用于预先形成的基底的基底层可以包括纤维垫。该方法可以包括由总体上可压缩的纤维垫形成预先形成的基底的步骤。该预先形成的基底可以包含天然纤维和树脂。树脂可以包括聚丙烯并且天然纤维包括以下中的至少一种:(a)亚麻;(b)洋麻。该预先形成的基底可以包括在1000克/平方米与1800克/平方米之间的面积重量。该预先形成的基底可以包括在1.5mm与4mm之间的厚度;该压缩形成的结构可以包括在0.8mm与3mm之间的厚度。该方法可以包括加热预先形成的基底的步骤;该预先形成的基底可以在该预先形成的基底冷却时被压缩。所述方法可包括在形成所述压缩形成的结构之后将树脂注射到所述模具中以形成所述面板组件的辅助部件的步骤。
[0007]
本发明涉及一种用于车辆内部的部件,所述部件配置为支撑气囊模块,所述气囊模块配置为通过建立门而使气囊展开通过气囊滑槽,所述门提供进入所述车辆内部的用于所述气囊的开口,包括复合结构,所述复合结构包括由纤维面板形成的结构基底和用于所述结构基底的盖,所述盖提供外表面。该结构基底可以包括针脚图案。所述复合结构可配置为使得当所述气囊从所述气囊组件展开时,所述针脚图案为所述门提供加强,从而提供所述开口,使得所述气囊可通过所述开口展开,同时所述门保持至少部分地附接到所述复合结构。该加强件可以包括线组。该针脚图案可以在门的铰链区域处提供加强件。该针脚图案可以包括线组。用于针脚图案的线组可包括第一线组和第二线组。用于针脚图案的线组可包括上线组和下线组。上线组可以包括保持线组,下线组可以包括牺牲线组。用于针脚物图案的线组可包括配置为拉伸的保持线组和配置为断裂的牺牲线组。该门可以通过该保持线
组保持至少部分地附接到该复合结构上。保持线可以为门提供加强件。牺牲线可配置为当气囊在复合结构中形成门和开口时破裂。用于针脚图案的线组可以包括上线组和下线组;所述上线可为所述门提供铰链;下线可以包括牺牲线,牺牲线被配置为当气囊在复合结构中建立开口时破裂。针脚图案可以设置在纤维面板上。该针脚图案可以形成在该结构基底中。该针脚图案可以形成在该结构基底中,使得该针脚图案在该盖的外表面上不可见。该针脚图案可以包括形成在该结构基底中的该纤维面板中的线的网。由针脚图案提供的加强件可以包括用于复合结构的加强件。针脚图案可包括具有第一线重量的第一线组和具有第二线重量的第二线组;该第一线重量可以大于该第二线重量。该针脚图案可以包括210tex线的保持线组和包括70tex线的牺牲线组。该保持线组可配置为在气囊展开穿过用于复合结构的门时拉伸。该针脚图案可以包括至少部分地缝到该结构基底的纤维面板中的线组。针脚图案的线组可被压入纤维面板的表面中。针脚图案的线组可被压入纤维面板的表面中,使得结构基底可包括用于盖的总体上平坦表面。所述针脚图案的所述线组可以被压入所述纤维面板的表面中,使得所述线组在所述复合表面的所述盖的外表面上不可见。该加强件可以包括粘结的尼龙线。该加强件可以包括用于该针脚图案的线组,其包括以下中的至少一种:(a)kevlar、(b)芳族聚酰胺、(c)尼龙、(d)聚酯、(e)线、(f)陶瓷纤维、(h)聚合物纤维、(i)合成纤维。该部件可以进一步包括在该结构基底中的凹口,该凹口被配置为便于穿过该复合结构建立用于该气囊的开口。该结构基底可以被形成为一种形状。该部件可以进一步包括该结构基底上的一个特征件。该特征件可以包括气囊滑槽。该特征件可以包括模制在该结构基底上的树脂形成的特征件。该特征件可以包括以下中的至少一个:(a)所述气囊滑槽;(b)用于气囊的通道;(c)肋;(d)一组肋;(e)邻近所述加强件的特征件;(f)在所述加强件处的特征件;(g)铰链区域处的特征件;(h)所述开口处的特征件;(i)配置为促进开口的特征件;(j)用于所述门的结构;(k)配置为用于为所述门建立缝的一组肋;(l)用于包括所述门的双门的结构;(m)所述铰链区域处的气囊滑槽;(n)树脂形成的特征件。门可以包括双门;该特征件可以包括缝以便于形成双门。该门可以包括为气囊提供开口的双门;该加强件可以包括用于该双门的每个门的铰链区域。该复合结构进一步可以包括在该盖下方的泡沫层。加强件可以包括铰链区域,该铰链区域被配置为用于通过气囊滑槽展开气囊而建立的所述门。该结构基底可以包括来自该纤维面板的压缩形成的部件。该结构基底可以包括总体上刚性的纤维垫。该盖可以包括以下中的至少一个(a)皮革;(b)合成皮革;(c)仿皮;(d)塑料层和纺织品背衬的复合材料;(e)涂覆织物;(f)聚氯乙烯涂覆织物;(g)机织物;(h)无纺布;(i)贴花;(j)乙烯基;(k)箔片;(l)所述结构基底上的涂层;(m)所述结构基底上涂料;(n)所述结构基底的外表面。该部件可以包括以下中的至少一个:仪表板;门板;装饰板;装饰部件。
[0008]
本发明涉及一种用于车辆内部的部件,所述部件配置为支撑气囊模块,所述气囊模块配置为通过建立门而使气囊展开通过气囊滑槽,所述门提供进入所述车辆内部的用于所述气囊的开口,包括复合结构,所述复合结构包括由纤维面板形成的结构基底和用于所述结构基底的盖,所述盖提供外表面和在所述结构基底上由树脂形成的特征件。该结构基底可以包括加强件;该加强件配置为使得通过所述气囊的展开而建立的所述门保持至少部分地附接到所述复合结构。该加强件可以包括线图案;该线图案可以被配置为使得当所述气囊从所述气囊模块展开时,所述门通过所述线图案的至少一部分保持至少部分地附接到
所述复合结构。线图案可以包括第一针脚图案和第二针脚图案。线图案可以包括针脚组。线图案可以包括针脚网。针脚网可以包括用于门的铰链;用于加强件的针脚网可以包括保持线组和牺牲线组。用于加强件的线图案可以包括第一线组和第二线组。用于加强件的线图案可以包括保持线组和牺牲线组。用于加强件的线图案可以包括强线组和弱线组。用于加强件的线组可以包括保持线组和牺牲线组;该保持线组可以配置为在气囊展开之后包括加强件。该加强件可以包括用于该门的铰链区域。该加强件可以包括用于该门的铰链。该特征件可以包括模制在该结构基底上的树脂形成的特征件。该特征件可以包括气囊滑槽。该树脂形成的特征件可以包括以下中的至少一个:(a)所述气囊滑槽;(b)用于气囊的通道;(c)肋;(d)一组肋;(e)邻近所述加强件的特征件;(f)在所述加强件处的特征件;(g)铰链区域处的特征件;(h)所述开口处的特征件;(i)配置为便于打开的特征件;(j)用于门的结构;(k)配置为用于为所述门建立缝的一组肋;(l)包括所述门的双门结构。
[0009]
本发明涉及一种用于车辆内部的装饰部件,所述装饰部件配置为支撑气囊模块,所述气囊模块提供气囊以通过开口进入车辆内部而展开,其使用模具通过包括以下步骤的方法制备:提供预先形成的基底,在至少一个铰链区域中将加强件接合到预先形成的基底以形成加强的预先形成的基底,将所述加强的预先形成的基底布置到所述模具的第一表面上,和在所述模具的所述第一表面和所述第二表面之间压缩加强的预先形成的基底,以将加强的预先形成的基底形成为具有形状的结构基底。该形状可以对应于该第一表面的第一轮廓和该第二表面的第二轮廓。该结构基底可以被配置为提供至少一个门,所述门在所述气囊展开时建立,以便于所述气囊通过所述开口从所述气囊模块展开。该加强件可以被配置为在所述气囊展开期间将所述至少一个门固定到所述结构基底。将加强件接合到预先形成的基底的步骤可以包括将线;针脚中的至少一个缝到预先形成的基底上。该线或该针脚中的至少一个可以由以下中的至少一种组成:(a)kevlar、(b)芳族聚酰胺、(c)尼龙、(d)聚酯、(e)陶瓷纤维、(f)聚合物纤维、(g)合成纤维。将加强件接合到预先形成的基底的步骤可以包括在预先形成的基底中刺穿开口并在开口处将顶部针脚接合到底部针脚。顶部针脚可包括线重量,并且底部针脚可包括线重量;顶部针脚的线重量通常可以大于底部针脚的线重量。该方法可以包括在预先形成的基底中的至少一个的表面中形成凹陷的步骤;结构基底;该凹陷可以被配置为用于便于该气囊的展开。
[0010]
本发明涉及一种制造车辆装饰部件的方法,所述车辆装饰部件配置为支撑气囊模块,所述气囊模块提供用于从所述气囊模块通过开口展开到所述车辆内部的气囊,所述方法包括以下步骤:提供预先形成的基底,在至少一个铰链区域中将加强件接合到预先形成的基底以形成加强的预先形成的基底,将所述加强的预先形成的基底布置到所述模具的第一表面上,和在所述模具的所述第一表面和所述第二表面之间压缩加强的预先形成的基底,以将加强的预先形成的基底形成为具有形状的结构基底。该形状可以对应于该第一表面的第一轮廓和该第二表面的第二轮廓。该结构基底可以被配置为提供至少一个门,所述门在所述气囊展开时建立,以便于所述气囊通过所述开口从所述气囊模块展开。该加强件可以被配置为用于在气囊展开过程中将该门固定到该结构基底上。
[0011]
本发明涉及一种用于车辆内部的装饰部件,所述装饰部件被配置为支撑气囊滑槽和气囊模块,所述气囊模块提供被配置为通过开口展开到车辆内部中的气囊。该部件可以包括结构基底,该结构基底提供前侧、后侧和在气囊展开时建立的至少一个门,以便于气囊
通过开口从气囊模块展开。该结构基底可以包括一个加强件,该加强件被配置为用于在该气囊展开过程中将该门固定到该结构基底上。该加强件可以包括至少一个针脚。该加强件可以由以下中的至少一种组成:(a)kevlar、(b)芳族聚酰胺、(c)尼龙、(d)聚酯、(e)线、(f)陶瓷纤维、(g)聚合物纤维、(h)合成纤维。该结构基底可以包括至少部分地由纤维组成的面板。该加强件可以包括缝到该面板上的线。该结构基底可以包括压缩形成的部件。该压缩形成的部件可以包括在该结构基底的背侧中的凹陷,该凹陷被配置为用于建立该开口,使得该气囊将在该开口处穿过该压缩形成的部件展开。该结构基底可以至少部分地由纤维形成。该装饰部件可以包括盖以在该结构基底的前侧上提供表面。气囊和门之间的接触可引起盖的撕裂以建立用于气囊的开口,并且可便于气囊通过开口展开。
[0012]
本发明涉及一种用于车辆内部的装饰部件,所述装饰部件配置为支撑气囊模块,所述气囊模块提供气囊以通过开口进入车辆内部而展开,其使用模具通过方法制备。该方法可以包括以下步骤:提供纤维面板,在至少一个铰链区域中将加强件接合到该纤维面板以形成加强的纤维面板,将所述加强的纤维面板布置到所述模具的第一表面上,在所述模具的所述第一表面和所述第二表面之间压缩加强的纤维面板,以将加强的纤维面板形成为具有形状的结构基底并且将结构附接到所述结构基底的一侧上。该形状可以对应于该第一表面的第一轮廓和该第二表面的第二轮廓。该结构基底可以被配置为提供至少一个门,所述门在所述气囊展开时建立,以便于所述气囊通过所述开口从所述气囊模块展开。该结构可以被配置为用于支撑该气囊模块并且将该气囊引向该结构基底以便在该气囊的展开过程中建立该开口和该门。该加强件可以被配置为用于在气囊展开过程中将该门固定到该结构基底上。将加强件接合到所述纤维面板可以包括将线;针脚中的至少一个缝到纤维面板上。该线;该针脚中的至少一个可以由以下中的至少一种组成:(a)kevlar、(b)芳族聚酰胺、(c)尼龙、(d)聚酯、(e)陶瓷纤维、(f)聚合物纤维、(g)合成纤维。将所述结构附接到所述结构基底的一侧上可包括将树脂注射到所述模具中。该方法可以包括在以下中的至少一个的表面中形成凹陷的步骤:纤维面板;加强的纤维面板;该凹陷可以被配置为用于促进该气囊的展开。
[0013]
本发明涉及一种制造车辆装饰部件的方法,所述车辆装饰部件配置为支撑气囊模块,所述气囊模块提供用于从所述气囊模块通过开口展开到所述车辆内部的气囊。该方法可以包括以下步骤:提供纤维面板,在至少一个铰链区域中将加强件接合到该纤维面板以形成加强的纤维面板,将所述加强的纤维面板布置到所述模具的第一表面上,在所述模具的所述第一表面和所述第二表面之间压缩加强的纤维面板,以将加强的纤维面板形成为具有形状的结构基底并且将结构附接到所述结构基底的一侧上。该形状可以对应于该第一表面的第一轮廓和该第二表面的第二轮廓。该结构基底可以被配置为提供至少一个门,所述门在所述气囊展开时建立,以便于所述气囊通过所述开口从所述气囊模块展开。该结构可以被配置为用于支撑该气囊模块并且可以将该气囊引向该结构基底以便在该气囊的展开过程中建立该开口和该门。该加强件可以被配置为用于在气囊展开过程中将该门固定到该结构基底上。
附图说明
[0014]
图1a是根据示例性实施例的车辆的示意性透视图。
[0015]
图1b是示出根据示例性实施例的车辆内部的车辆的示意性透视剖视图。
[0016]
图1c是示出为根据示例性实施例的仪表板的车辆装饰部件的示意性透视图。
[0017]
图1d至1f是根据示例性实施例的气囊展开的示意性详细透视图。
[0018]
图2a是示出为根据示例性实施例的仪表板的车辆装饰部件的示意性透视图。
[0019]
图2b是示出为根据示例性实施例的仪表板的车辆装饰部件的示意性分解透视图。
[0020]
图2c是示出为根据示例性实施例的仪表板的车辆装饰部件的示意性局部截面图。
[0021]
图3a到3f是形成根据示例性实施例的加强的纤维面板的方法的示意性透视图。
[0022]
图4a至4c是根据示例性实施例的由加强的纤维面板形成结构基底的方法的示意性透视图。
[0023]
图4d是根据示例性实施例的结构基底的示意性透视剖视图。
[0024]
图4e至4f是根据示例性实施例的用于车辆内部的装饰部件的示意性透视剖视图。
[0025]
图5a是根据示例性实施例的结构基底的示意性透视图。
[0026]
图5b是根据示例性实施例的结构基底的示意性局部透视图。
[0027]
图5c是根据示例性实施例的用于结构基底的加强件的示意性局部平面图。
[0028]
图6a至6c是根据示例性实施例的由加强的纤维面板形成具有气囊滑槽的结构基底的方法的示意性局部截面图。
[0029]
图7a至7e是示出为根据示例性实施例的仪表板的形成车辆内部部件的方法的示意性局部截面图。
[0030]
图7f是示出为根据示例性实施例的仪表板的车辆装饰部件的示意性局部截面图。
[0031]
图8a是示出为根据示例性实施例的仪表板的车辆装饰部件的示意性局部截面图。
[0032]
图8b至图8d是根据示例性实施例的气囊展开的示意性局部截面图。
[0033]
图8e是示出为根据示例性实施例的仪表板的车辆装饰部件的示意性局部透视图。
[0034]
图9a至9c是根据示例性实施例的用于车辆内部的装饰部件的部分示意性截面图。
[0035]
图10a是根据示例性实施例的用于车辆内部的装饰部件的示意性截面图。
[0036]
图10b是根据示例性实施例的用于车辆内部的装饰部件的示意性剖面视图。
[0037]
图10c至10d是根据示例性实施例的气囊通过用于车辆内部的装饰部件的展开的示意性剖面视图。
[0038]
图11a是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
[0039]
图11b是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
[0040]
图12a和图12b是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
具体实施方式
[0041]
参见图1a和图1b,示出了车辆v,其包括具有仪表板ip、门d和地板控制台fc的内部i。根据一个示例性实施例,车辆v的内部部件(例如仪表板ip和门d)可以包括由纤维和塑料组成的装饰板。根据示例性实施例,仪表板ip和门d可以在车辆v的车辆内部提供可视表面。根据一个示例性实施例,仪表板ip和/或门d可以在可视表面后面提供至少一个气囊;仪表板ip和/或门d可以提供弱化区域以帮助气囊在气囊展开过程中破裂穿过装饰板。参见图1d至1f。
[0042]
根据图1c至1f中示意性示出的示例性实施例,仪表板ip可提供示出为凹陷r(例如,线、刻划线、切口、凹口、凹槽、不连续、中断等)的弱化形状/区域,以便于气囊ab通过气囊门abd展开。根据一个示例性实施例,该弱化形状/区域可以包括在仪表板ip的可视表面后面的凹陷或刻划线中的至少一个;如示意性示出的,弱化形状/区域可包括“h”形图案(例如,对应于用于气囊的门、双门等,以构成面板中的气囊门)。参见图1c和图1d-1f。根据一个示例性实施例,该弱化形状/区域可以包括“u”形图案、“蝴蝶结”形图案,或适合于气囊展开的任何图案。
[0043]
根据2a-2c、3a-3f、4a-4f、5a-5c、6a-6c、7a-7f、8a-8e、9a-9c、10a-10d、11a-11b和12a-12b示意性示出的示例性实施例,可以为车辆内部设置装饰部件1000;该部件1000(例如复合结构)可以被配置为支撑气囊滑槽和提供气囊的气囊模块,该气囊被配置为通过开口展开到该车辆内部中。部件1000(例如复合结构/面板等)可以包括结构基底210,该结构基底210提供在气囊展开时建立的至少一个门,以便于气囊从气囊模块穿过开口展开。参见图1c-1f和2a-2c。结构基底210可包括加强件t(示出为包括线图案、线组/线网等),该加强件t配置为在气囊展开期间将至少一个门固定到结构基底210。参见例如图1c-1f、2b和8a-8e。加强件t可以包括针脚布置(例如,至少一个针脚、针脚组、针脚图案等)。如根据2b-2c、3d-3f、4c、5a-5c和7a-7f中的示例性实施例示意性示出的,加强件t可以包括顶部针脚ts和底部针脚bs(例如,以包括针脚、针脚网等的图案)。也参见图8a-8e。根据示例性实施例,顶部针脚ts可以包括线重量,底部针脚bs可以包括线重量;顶部针脚ts的线重量通常可以大于底部针脚bs的线重量;例如,顶部针脚ts可以包210tex线;底部针脚bs可包括70tex线。如在图8a-8e中示意性示出的,底部针脚bs可配置为在气囊展开时分离,以便于气囊通过开口从气囊模块展开;顶部针脚ts可配置为在气囊展开时将门固定到结构基底210。顶部针脚ts可配置为在气囊展开时拉伸以将门固定到结构基底210。加强件t可以由粘结的尼龙线和/或以下中至少一种线材料组成:(a)kevlar、(b)芳族聚酰胺、(c)尼龙、(d)聚酯、(e)线、(f)陶瓷纤维、(g)聚合物纤维、(h)合成纤维。
[0044]
如根据图2a-2c和图3a-3f中的示例性实施例示意性示出的,部件(例如复合结构)的结构基底210可以包括至少部分地由纤维组成的面板;加强件t可以由缝到面板上的线构成(参见图3d-3f)。如根据图6a-6c和图7a-7c中的示例性实施例示意性示出的,线/加强件t(例如,针脚组、针脚图案/网等)可在压缩成形过程中被压入面板的表面中。也参见图4a-4c。如在图7d-7e中示意性示出的,面板可以包括凹陷210d;该线/线图案(例如加强件)可以在凹陷210d中接合到该面板上;该线/图案和该面板可以形成用于装饰部件1000的总体上连续的表面1000s。
[0045]
如根据图4a-4d、6a-6c和7a-7c中的示例性实施例示意性指示的,结构基底210可包括用于部件/装饰部件(例如,复合结构)的压缩形成的部件。如示意性示出的,压缩形成的部件可以包括在结构基底210的背侧210b中的凹陷210r,其配置为建立开口,使得气囊将在开口处穿过压缩形成的部件展开。参见例如图1c-1f和7a-7c。如在图3a-3f、4a-4d、6a-6c、7a-7c和8a-8e中示意性示出的,用于部件的结构基底210可以至少部分地由纤维(例如,作为纤维垫、纤维面板、纤维网等提供)形成。如示意性所示,用于复合结构的结构基底210可包括总体上刚性的纤维垫。参见图3a-3f、4a-4d、6a-6c和7a-7c。
[0046]
如根据图1c-1f和7d中的示例性实施例示意性示出的,装饰部件1000可进一步包
括盖c,以在结构基底210的前侧210f上提供表面;盖c可以包括以下中的至少一个:(a)皮革;(b)合成皮革;(c)仿皮;(d)塑料层和纺织品背衬的复合材料;(e)涂覆织物;(f)聚氯乙烯涂覆织物;(g)机织物;(h)无纺布;(i)贴花;(j)乙烯基;(k)箔片。
[0047]
如根据图8a-8e中的示例性实施例示意性示出的,在气囊和装饰部件的操作中,气囊与至少一个门之间的接触可以引起盖c的撕裂以建立用于气囊的开口并且促进气囊通过装饰部件中的开口展开(例如通过复合结构);该气囊滑槽可以被配置为限定/提供用于该至少一个门的至少一个铰链区域h;加强件t可以邻近铰链区域定位。参见例如图5a-5c。
[0048]
根据如图2a-2c、3a-3f、4a-4f、5a-5c、6a-6c、7a-7f、8a-8e、9a-9c、10a-10d、11a-11b和12a-12b中示意性示出的示例性实施例,可在包括第一表面和第二表面的模具m中,通过包括以下的方法来生产车辆内部部件1000:将预先形成的基底210/210r放置在模具的第一表面,通过在模具的第一表面与模具的第二表面之间压缩预先形成的基底210/210r来由预先形成的基底210/210r来形成压缩形成的结构/结构基底210,以及将盖c施加到压缩形成的结构210以形成提供表面效果的面板组件210/c。如在图4a-4c中示意性示出的,用于部件的复合结构的预先形成的基底210/210r可以包括加强的预先形成的基底(例如具有通过线/针脚图案、网、绳、链等加强件);加强件t可以包括线/材料,例如以下中的至少一种:(a)kevlar、(b)芳族聚酰胺、(c)尼龙、(d)聚酯、(e)线、(f)陶瓷纤维、(h)聚合物纤维、(i)合成纤维。该预先形成的基底可以包括至少部分地由纤维组成的面板;加强件t可以由缝到面板上的线组成。参见例如图3a-3f。如示意性示出的,压缩形成的结构可以包括基底层和加强件t。参见例如图4a-4d。该加强的预先形成的基底可以包括表面效果,该表面效果包括总体上光滑的纹理;该面板组件的表面效果可以总体上包括该加强的预先形成的基底的表面效果;形成压缩形成的结构的步骤可以包括将加强件t和预先形成的基底形成为大致连续的表面210s。参见例如图7a-7c。用于预先形成的基底的基底层可以包括纤维垫;所述基底层可包括总体上刚性的纤维垫;形成压缩形成的结构的步骤可以包括将基底层形成为总体上刚性的形式;该面板组件的表面效果可以包括该压缩形成的结构的基底层的总体上刚性形式。参见例如图3a-3f和图4a-4d。如在图6a-6c和图7a-7f中示意性示出的,面板组件的表面效果可包括总体上光滑的纹理和总体上刚性的形式;面板组件的总体上光滑的纹理可以由(a)盖c的表面效果和(b)预先形成的基底的表面效果提供。也参见图1c-1f。根据示例性实施例,面板组件的盖c可以包括以下中的至少一个:(a)皮革;(b)合成皮革;(c)仿皮;(d)塑料层和纺织品背衬的复合材料;(e)涂覆织物;(f)聚氯乙烯涂覆织物;(g)机织物;(h)无纺布;(i)贴花;(j)乙烯基;(k)箔片。如在图1c和4c中示意性指示的,压缩形成的结构可以包括形状;该面板组件可以至少部分地包括该压缩形成的结构的形状;该形状可以包括由该模具的第一表面提供的第一轮廓以及由该模具的第二表面提供的第二轮廓。参见例如图4a-4c、6a-6c和7a-7f。如示意性所示,用于预先形成的基底的基底层可包括纤维垫;该方法可以包括由总体上可压缩的纤维垫形成预先形成的基底的步骤。参见例如图3a-3f、4a-4d、6a-6c和7a-7f。根据示例性实施例,预先形成的基底可包括天然纤维和树脂;所述树脂可包含聚丙烯;所述天然纤维可包括以下中的至少一种:(a)亚麻;(b)洋麻。根据示例性实施例,预先形成的基底可以包括在1000克/平方米与1800克/平方米之间的面积重量;该预先形成的基底可以包括在1.5mm与4mm之间的厚度;该压缩形成的结构可以包括在0.8mm与3mm之间的厚度。该方法可以包括加热预先形成的基底的步骤;当预先形成的基底冷却时,可以压缩
预先形成的基底;所述方法可包括在形成所述压缩形成的结构之后将树脂注射到所述模具中以形成所述面板组件的辅助部件的步骤。参见例如图11a-11b和12a-12b。
[0049]
根据图2a-2c、3a-3f、4a-4f、5a-5c、6a-6c、7a-7f、8a-8e、9a-9c、10a-10d、11a-11b和12a-12b示意性示出的示例性实施例,一种用于车辆内部的部件,所述部件配置为支撑气囊模块,所述气囊模块配置为通过建立门而使气囊展开通过气囊滑槽,所述门提供进入所述车辆内部的用于所述气囊的开口,可以包括复合结构,所述复合结构包括由纤维面板形成的结构基底210和用于所述结构基底210的盖c,所述盖提供外表面。结构基底210可以包括针脚图案。所述复合结构可配置为使得当所述气囊从所述气囊组件展开时,所述针脚图案为提供所述开口的所述门提供加强件t,使得所述气囊可通过所述开口展开,同时所述门保持至少部分地附接到所述复合结构。参见例如图1c-1f、2a-2c、8a-8e和9a-9c。如根据图2b、3d-3f、4a-4d、5a-5c、7a-7f、8a-8e和9a-9c中的示例性实施例示意性示出的,该加强件t可以包括线组(例如,针脚图案、针脚网等);针脚图案可以在门的铰链区域h处提供加强件t;针脚图案可以包括线组(例如图案/网)。如示意性示出的,用于针脚图案的线组可包括第一线组和第二线组;用于针脚图案的线组可包括上线组和下线组;上线组可以包括保持线组,下线组可以包括牺牲线组。参见例如图2b、3d-3f、5a-5c和8a-8e/9a-9c。如示意性地指示的,用于针脚图案的线组可包括配置为拉伸的保持线组和配置为断裂的牺牲线组;该门可以通过该保持线组保持至少部分地附接到该复合结构上;保持线可以为门提供加强件t;牺牲线可配置为当气囊在复合结构中建立门和开口时破裂。参见例如图2b、3d-3f、5a-5c和8a-8e/9a-9c。根据示例性实施例,用于针脚图案的线组可包括上线组和下线组;所述面线可为所述门提供铰链;这些下线可以包括牺牲线,这些牺牲线被配置为当气囊在复合结构中建立开口时破裂。参见例如图8a-8e。如根据示例性实施例示意性示出的,可以在纤维面板上提供针脚图案;针脚图案可以形成在结构基底210中;针脚图案可以形成在结构基底210中,使得针脚图案在盖c的外表面上不可见;该针脚图案可以包括在形成于结构基底210中的纤维面板中的线的网。参见图2b、5a-5c和7a-7f。如在图8a-8e中示意性示出的,由针脚图案提供的加强件t可以包括用于复合结构的加强件;针脚图案可包括具有第一线重量的第一线组和具有第二线重量的第二线组;该第一线重量可以大于该第二线重量。根据示例性实施例,针脚图案可以包括包含210tex线的保持线组和包含70tex线的牺牲线组。如示意性所示,该保持线组可配置为在气囊展开穿过用于复合结构的门时拉伸;针脚图案可以包括至少部分缝到结构基底210的纤维面板中的线组;针脚图案的线组可被压入纤维面板的表面中;针脚图案的线组可被压入纤维面板的表面中,使得结构基底210可包括用于盖c的总体上平坦表面;针脚图案的线组可被压入纤维面板的表面中,使得线组在复合表面的盖c的外表面处不可见。参见例如图3a-3f、4a-4d和7a-7f。根据一个示例性实施例,加强件t可以包括粘结的尼龙线;用于针脚图案的线组包括以下中的至少一种:(a)kevlar、(b)芳族聚酰胺、(c)尼龙、(d)聚酯、(e)线、(f)陶瓷纤维、(h)聚合物纤维、(i)合成纤维。根据一个示例性实施例,该部件可以进一步包括结构基底210中的凹口(例如凹陷、中断、线、刻划线等),该凹口被配置为便于穿过该复合结构建立用于气囊的开口。如在图4a-4f中示意性示出的,用于部件(例如复合结构)的结构基底210可以形成为形状;该部件可以进一步包括结构基底210上的特征件。如在图4e-4f中示意性示出的,该特征件可以包括气囊滑槽和/或在结构基底210上模制的树脂形成的特征件220。也参见图6a-6c和7a-7f。根据一个示例性实施例,
该特征件可以包括以下中的至少一个:(a)所述气囊滑槽;(b)用于气囊的通道;(c)肋;(d)一组肋;(e)邻近所述加强件的特征件t;(f)在所述加强件t处的特征件;(g)铰链区域处的特征件;(h)所述开口处的特征件;(i)配置为便于打开的特征件;(j)用于门的结构;(k)配置为用于为所述门建立缝的一组肋;(l)包括所述门的双门结构;(m)所述铰链区域处的气囊滑槽;(n)树脂形成的特征件。如示意性所示,门abd可以包括双门;该特征件可以包括缝以便于形成双门;该门可以包括为气囊提供开口的双门;加强件t可以包括用于双门的每个门的铰链区域。参见例如图1c-1f、8a-8e和9a-9c。如根据图9a-9c中的示例性实施例示意性示出的,复合结构还可包括盖c下方的泡沫层f;加强件t可以包括铰链区域,该铰链区域被配置为用于通过气囊滑槽展开气囊而建立的门;结构基底210可以包括来自纤维面板的压缩形成的部件;结构基底210可包括总体上刚性的纤维垫。也参见图5a-5c和8a-8e。根据一个示例性实施例,盖c可以包括以下中的至少一个(a)皮革;(b)合成皮革;(c)仿皮;(d)塑料层和纺织品背衬的复合材料;(e)涂覆织物;(f)聚氯乙烯涂覆织物;(g)机织物;(h)无纺布;(i)贴花;(j)乙烯基;(k)箔片;(l)结构基底210上的涂层;(m)结构基底210上的涂料;(n)结构基底210的外表面。根据一个示例性实施例,该部件可以包括以下中的至少一个:仪表板;门板;装饰板;装饰部件。参见例如图1a-1f。
[0050]
根据图2a-2c、3a-3f、4a-4f、5a-5c、6a-6c、7a-7f、8a-8e、9a-9c、10a-10d、11a-11b和12a-12b示意性示出的示例性实施例,一种用于车辆内部的部件,所述部件配置为支撑气囊模块,所述气囊模块配置为通过建立门而使气囊展开通过气囊滑槽,所述门提供进入所述车辆内部的用于所述气囊的开口,部件可以包括复合结构,所述复合结构包括由纤维面板形成的结构基底210和用于所述结构基底210的盖c,所述盖提供外表面和在结构基底210上由树脂形成的特征件。结构基底210可以包括加强件t;加强件t可以配置为使得通过气囊展开而建立的门保持至少部分地附接至复合结构。如根据示例性实施例示意性示出的,加强件t可以包括线图案;所述线图案可以配置为使得当所述气囊从所述气囊模块展开时,所述门通过所述线图案的至少一部分保持至少部分地附接至所述复合结构;线图案可以包括第一针脚图案和第二针脚图案;线图案可以包括针脚组;线图案可以包括针脚网;针脚网可以包括用于门的铰链;用于加强件t的针脚网可以包括保持线组和牺牲线组;用于加强件t的线图案可以包括第一线组和第二线组;用于加强件t的线图案可以包括保持线组和牺牲线组;用于加强件t的线图案可以包括强线组和弱线组;用于加强件t的线组可以包括保持线组和牺牲线组;该保持线组可以配置为在气囊展开之后包括加强件t。参见图1c-1d、2c、3d-3f、4a-4d、5a-5c、6a-6c、7a-7f、8a-8e、9a-9c和10a-10d。
[0051]
如示意性示出的,加强件t可以包括用于门的铰链区域;加强件t可以包括用于门的铰链。参见例如图8a-8e、9a-9c和10a-10d。根据示例性实施例,特征件可以包括模制在结构基底210上的树脂形成的特征件;特征件可以包括气囊滑槽(如特征件100和/或220r所示);该树脂形成的特征件可以包括以下中的至少一个:(a)所述气囊滑槽;(b)用于气囊的通道;(c)肋;(d)一组肋;(e)邻近所述加强件t的特征件;(f)在所述加强件t处的特征件;(g)铰链区域处的特征件;(h)所述开口处的特征件;(i)配置为便于打开的特征件;(j)用于门的结构;(k)配置为用于为所述门建立缝的一组肋;(l)包括所述门的双门结构。参见例如图1c-1d、2c、3d-3f、4a-4d、5a-5c、6a-6c、7a-7f、8a-8e、9a-9c和10a-10d。
[0052]
如根据图1c-1f、6a-6c、7a-7f、8a-8e、9a-9c和10a-10d中的示例性实施例示意性
示出的,用于复合结构/部件的结构基板/纤维面板的加强件(例如,配置为用于气囊从气囊滑槽通过在复合结构/部件中建立的开口展开)可以设置有线图案/布置t(例如包括示出为加强件/线图案的顶部线和底部线)。比较图8a-8e(带有顶部线ts和底部线bs的加强件t的图案)和图9a-9c(带有泡沫层和加强件/线图案t的复合结构的图案)。根据如图3a-3f、4a-4d和5a-5c中示意性示出的示例性实施例,提供用于结构基底/压缩形成的部件210的纤维板202(例如形成的垫/板/衬垫、膨松的垫/板/衬垫、未压缩的垫/衬垫、织造的垫/衬垫、非织造的垫、预先形成的垫、压缩的垫等)用于形成加强件/线图案t(例如通过线/纤维的缝合、缝纫等)。如在图8a-8e中示意性示出的,用于复合结构/部件的加强件/线图案t有助于气囊ab展开到车辆内部中;顶部线ts拉伸并保持连接(例如在通过气囊展开而建立的开口/门处)和底部线bs撕裂/破裂(例如拉伸/释放/分离)。比较图9a-9c(具有泡沫层和相应加强件的复合结构)。根据示例性实施例,加强件/线图案可包括具有图案/针脚或材料或厚度/尺寸等的变化(例如,强度的变化、tex值的变化(其范围可在70tex和210tex之间)、密度的变化、性能/性质的变化等)的布置的线;例如,加强件/线图案可以配置有可以撕裂/分离的顶部针脚和可以拉伸/保持的底部针脚(例如,重的底线),或者配置有具有线/多线的整体图案,该整体图案可以在气囊从气囊滑槽/模块通过复合结构/部件展开期间表现出强度/性能的适当变化。参见例如图1c-1f、8d-8e和9a-9c。
[0053]
根据图2a-2c、3a-3f、4a-4f、5a-5c、6a-6c、7a-7f、8a-8e、9a-9c、10a-10d、11a-11b和12a-12b示意性示出的示例性实施例,一种用于车辆内部的装饰部件,所述装饰部件配置为支撑气囊模块,所述气囊模块提供气囊以通过开口进入车辆内部而展开,其使用模具可以通过包括以下步骤的方法制备:提供预先形成的基底,在至少一个铰链区域中将加强件t接合到预先形成的基底以形成加强的预先形成的基底,将所述加强的预先形成的基底布置到所述模具的第一表面上,和在所述模具的所述第一表面和所述第二表面之间压缩加强的预先形成的基底,以将加强的预先形成的基底形成为具有形状的结构基底210。根据示意性示出的示例性实施例,复合结构/装饰部件1000的形状可以对应于第一表面的第一轮廓和第二表面的第二轮廓;用于复合结构的结构基底210可配置为提供至少一个在气囊展开时建立的门,以便于气囊从气囊模块穿过开口展开;用于复合结构的加强件t可以配置为在气囊展开期间将至少一个门固定到结构基底210。参见图1c-1f、2c、4a-4c和6a-6c。根据示例性实施例,将加强件t接合到预先形成的基底的步骤可以包括将线;针脚中的至少一个缝到预先形成的基底上;该线或该针脚中的至少一个可以由以下中的至少一种组成:(a)kevlar、(b)芳族聚酰胺、(c)尼龙、(d)聚酯、(e)陶瓷纤维、(f)聚合物纤维、(g)合成纤维。根据示例性实施例,将加强件t接合到预先形成的基底的步骤可以包括在预先形成的基底中刺穿开口并且在开口处将顶部针脚ts接合到底部针脚bs;顶部针脚ts可以包括线重量,底部针脚bs可以包括线重量;顶部针脚ts的线重量总体上可以大于底部针脚bs的线重量。根据一个示例性实施例,该方法可以包括在预先形成的基底中的至少一个的表面中形成凹陷的步骤;结构基底210;该凹陷可以被配置为用于便于该气囊的展开。
[0054]
根据图2a-2c、3a-3f、4a-4f、5a-5c、6a-6c、7a-7f、8a-8e、9a-9c、10a-10d、11a-11b和12a-12b示意性示出的示例性实施例,一种生产/制造车辆装饰部件的方法,所述车辆装饰部件配置为支撑气囊模块,所述气囊模块提供用于从所述气囊模块通过开口展开到所述车辆内部的气囊,所述方法可以包括以下步骤:提供预先形成的基底,在至少一个铰链区域
中将加强件t接合到预先形成的基底以形成加强的预先形成的基底,将所述加强的预先形成的基底布置到所述模具的第一表面上,和在所述模具的所述第一表面和所述第二表面之间压缩加强的预先形成的基底,以将加强的预先形成的基底形成为具有形状的结构基底210。该形状可以对应于该第一表面的第一轮廓和该第二表面的第二轮廓。结构基底210可以被配置为提供至少一个门,所述门在所述气囊展开时建立,以便于所述气囊通过所述开口从所述气囊模块展开。加强件t可以被配置为在安全气囊展开期间将门固定到结构基底210。
[0055]
根据图11a中示意性示出的示例性实施例,制造车辆装饰部件1000的方法可以包括以下步骤:提供基底层(例如纤维垫等)作为用于预先形成的基底的基部,形成预先形成的基底(例如固结、压缩、合并/熔合、加热/熔化、成形、切割/定尺寸等),将加强件接合到预先形成的基底上,预处理/加热加强的预先形成的基底,形成结构基底(例如压缩/模制加强的预先形成的基底),将盖施加到结构基底上,以及修整/提供面板组件(在结构/基底上带有盖)。
[0056]
根据图11b中示意性示出的示例性实施例,制造车辆装饰部件1000的方法可以包括以下步骤:提供基底层(例如纤维垫等)作为用于预先形成的基底的基部,形成预先形成的基底(例如固结、压缩、合并/熔合、加热/熔化、成形、切割/定尺寸等),将加强件接合到预先形成的基底上,预处理/加热加强的预先形成的基底,形成结构基底(例如,压缩/模制加强的预先形成的基底),将气囊滑槽接合/形成至结构基底/到结构基底上,将盖施加到结构基底上,以及修整/提供面板组件(在结构/基底上带有盖)。
[0057]
根据图12a和12b中示意性示出的示例性实施例,制造车辆装饰部件1000的方法可以包括以下步骤:提供预先形成的基底,在预先形成的基底中刺穿开口并在开口处将顶部针脚接合到底部针脚,预处理/加热具有顶部和底部针脚的预先形成的基底,压缩/模制/形成预先形成的基底并将顶部针脚和底部针脚压入预先形成的基底以形成结构基底,将盖施加到结构基底上,以及修整/提供面板组件(在结构/基底上带有盖)。示例性实施例
[0058]
根据图3a示意性示出的示例性实施例,纤维垫202u可以包括纤维(例如天然和/或合成纤维)和热塑性树脂(例如聚丙烯(pp)、丙烯腈-丁二烯-苯乙烯(abs)、聚碳酸酯(pc)等)的组合。根据如图3b中示意性示出的示例性实施例,纤维垫202u可以修整为具有厚度的纤维垫202t。根据示例性实施例,纤维垫202t可被加热以引起热塑性树脂液化。根据如图3c中示意性示出的示例性实施例,加热的纤维垫202t可以被部分地压缩到纤维面板202中,纤维面板202的厚度小于纤维垫202t的厚度。根据图3d至3f中示意性示出的示例性实施例,包括(a)kevlar、(b)芳族聚酰胺、(c)尼龙、(d)聚酯、(e)线、(f)陶瓷纤维、(g)聚合物纤维、(h)合成纤维、(i)针脚中的至少一种的加强件t可以被缝到纤维面板202上以形成加强的纤维面板202r。
[0059]
根据图4a中示意性示出的示例性实施例,加强的纤维面板202r可以在烤箱ov中被加热。如图4b中示意性示出的,加热的加强的纤维面板202r可以被转移到具有模具顶部mt和模具底部mb的模具中。根据图4c和图4d中示意性示出的示例性实施例,显示为仪表板基底200的部件可以通过将加热的加强的纤维面板202r压缩形成为结构基底210并将树脂注射模制到压缩形成的加热的加强的纤维面板202r上的方法来制造。在该方法中可以形成结
构基底210的凹陷210r。凹陷可以限定在气囊展开时要建立的门,以便于气囊从气囊模块通过开口展开。加强件t可以被配置为在安全气囊展开期间将门固定到结构基底210。
[0060]
根据图4e和4f中示意性示出的示例性实施例,仪表板基底200可在结构基底210的背侧上提供示为塑料肋220的特征件,以改善结构基底210的结构完整性和刚性。结构基底210可经配置以支撑气囊滑槽100和包括气囊的气囊模块。如图10a中示意性示出的,塑料肋220可以包括加强件220r以提供结构支撑;塑料肋220可以包括边界220b,以提供结构基底210的加强和/或尺寸精度。根据一个示例性实施例,塑料肋220可以被放置在结构基底210上的任何位置处(例如,沿着结构基底210的边缘,在结构基底210的中间等等)。根据示例性实施例,多个塑料肋220可以放置在结构基底210上的各种不同位置。根据示例性实施例,塑料肋220可以改善仪表板基底200的结构完整性。根据示例性实施例,仪表板基底200能够在气囊展开期间保持结构完整性;塑料肋220的位置/布置可用于在仪表板基底200的不同区域之间产生强度差异;气囊突破车辆内部部件1000所需的能量可以被导向结构基底210的凹陷210r;在气囊展开过程中,塑料肋220可以防止或最小化结构基底210在除了凹槽210r之外的任何位置处的撕破或撕裂。根据图4f中示意性示出的示例性实施例,塑料肋220可以形成蜂窝状图案以改善结构完整性和刚性。根据一个示例性实施例,塑料肋220可以根据具体应用(例如用于附接通风孔、扬声器或信息娱乐系统等的辅助特征件)以任何配置形成。
[0061]
根据图10a-10d中示意性示出的示例性实施例,用于车辆内部的装饰部件1000可以被配置为支撑气囊滑槽和气囊模块,所述气囊模块提供气囊ab,所述气囊ab被配置为通过开口展开到车辆内部中。装饰部件1000可以包括结构基底200,该结构基底200提供前侧、后侧和在气囊ab展开时建立的至少一个门,以便于气囊ab通过开口从气囊模块展开。结构基底200可以包括加强件t,其配置为在气囊ab展开期间将门固定到结构基底200。加强件t可以包括至少一个针脚。加强件t可以由以下中的至少一种组成:(a)kevlar、(b)芳族聚酰胺、(c)尼龙、(d)聚酯、(e)线、(f)陶瓷纤维、(g)聚合物纤维、(h)合成纤维。结构基底200可包括至少部分由纤维组成的面板202。加强件t可以由缝到面板202上的线组成。结构基底200可以包括压缩形成的部件210。压缩形成的部件210可以包括在结构基底200的背侧中的凹陷210r,其配置为建立开口,使得气囊ab将在开口处穿过压缩形成的部件210展开。结构基底200可以至少部分地由纤维形成。装饰部件1000可以包括盖c以在结构基底200的前侧上提供表面。气囊ab与门之间的接触可引起盖c的撕裂以建立气囊的开口,并且可便于气囊ab通过该开口展开。
[0062]
根据图3a-3f、4a-4f和10a-10d中示意性示出的示例性实施例,用于车辆内部的装饰部件1000配置为支撑气囊模块,该气囊模块提供气囊ab以通过开口进入车辆内部而展开,其可以使用模具m通过方法制备。该方法可以包括以下步骤:提供纤维面板202,在至少一个铰链区域中将加强件t接合到纤维面板202以形成加强的纤维面板202r,将加强的纤维面板202r布置在模具m的第一表面上,在模具m的第一表面和第二表面之间压缩加强的纤维面板202r,以将加强的纤维面板202r形成为具有一定形状的结构基底200,并将结构100附接到结构基底200的一侧上。该形状可以对应于该第一表面的第一轮廓和该第二表面的第二轮廓。结构基底200可配置为提供至少一个门,所述门在所述气囊ab展开时建立,以便于气囊ab通过开口从气囊模块展开。结构100可被配置为支撑气囊模块并将气囊ab引向结构基底200以在气囊ab展开期间建立开口和门。加强件t可配置为在气囊ab展开期间将门固定
到结构基底200。将加强件t接合到纤维面板202可以包括将线、针脚中的至少一个缝到纤维面板202上。该线、针脚中的至少一个可以由以下中的至少一种组成:(a)kevlar、(b)芳族聚酰胺、(c)尼龙、(d)聚酯、(e)陶瓷纤维、(f)聚合物纤维、(g)合成纤维。在结构基底200的一侧上附接结构100可以包括将树脂注入模具m中。该方法可以包括在纤维面板202中的至少一个的表面中形成凹陷210r的步骤;加强的纤维面板202r;凹陷210r可以被配置为便于气囊ab的展开。
[0063]
根据图3a-3f、4a-4f和10a-10d中示意性示出的示例性实施例,一种制造车辆装饰部件1000的方法,所述车辆装饰部件配置为支撑气囊模块,所述气囊模块提供用于从所述气囊模块通过开口展开到所述车辆内部的气囊ab,所述方法可以包括以下步骤:提供纤维面板202,在至少一个铰链区域中将加强件t接合到纤维面板202以形成加强的纤维面板202r,将加强的纤维面板202r布置在模具m的第一表面上,在模具的第一表面和第二表面之间压缩加强的纤维面板202r,以将加强的纤维面板202r形成为具有一定形状的结构基底200,并将结构100附接到结构基底的一侧上。该形状可以对应于该第一表面的第一轮廓和该第二表面的第二轮廓。结构基底200可以被配置为提供至少一个门,所述门在所述气囊展开时建立,以便于所述气囊通过所述开口从所述气囊模块展开。结构100可被配置为支撑气囊模块并可以将气囊ab引向结构基底200以在气囊ab展开期间建立开口和门。加强件t可以被配置为在安全气囊展开期间将门固定到结构基底200。相关专利文献-以引用方式并入
[0064]
本申请通过引用结合了(a)2012年8月27日提交的题为“通过同时压缩成形和注射成型制造车辆装饰部件的系统和方法(system and method for manufacturing a vehicle trim component via concurrent compression forming and injection molding)”的美国专利申请第13/595,741号(现美国专利第8,939,745号);(b)2013年3月18日提交的题为“通过同时压缩成形和注射成型制造车辆装饰部件的系统和方法(system and method for manufacturing a vehicle trim component via concurrent compression forming and injection molding)”的美国专利申请第13/846,529号(现美国专利第9,149,961号);(c)2015年2月27日提交的题为“用于将气囊滑槽组件安装在车辆装饰部件内的系统和方法(system and method for mounting an airbag chute assembly within a vehicle trim component)”的美国专利申请第14/424,671号(现美国专利第9,481,337号);(d)2015年7月24日提交的“车辆装饰部件(vehicle trim component)”的美国专利申请第14/808,938号(现美国专利第10,118,325号);(e)2016年10月21日提交的“车辆内部用装饰部件(trim component for vehicle interior)”的美国专利申请第15/331,578号。***
[0065]
重要的是要注意,根据示例性实施例在本专利文件的说明书中描述和/或在附图中示出了本发明(例如发明构思等);本发明的这些实施例仅仅是以举例的方式给出的并且不旨在作为对本发明的范围的限制。如在说明书中描述的和/或在附图中示出的体现在本发明中的发明构思的元件的构造和/或布置仅是说明性的。虽然在本专利文件中已经详细描述了本发明的示例性实施例,但是本领域的普通技术人员将容易理解,示例性实施例和替代实施例的主题的等同物、修改、变化等是可能的并且被认为是在本发明的范围内;所有
这样的主题(例如修改、变化、实施例、组合、等同物等)旨在包括在本发明的范围内。还应当注意,在不背离本发明的范围的情况下,可以对示例性实施例的配置和/或布置(例如,在概念、设计、结构、装置、形式、组件、构造、手段、功能、系统、过程/方法、步骤、过程/方法步骤的顺序、操作、操作条件、性能、材料、组成、组合等)进行各种/其他修改、变化、替换、等效、改变、省略等;所有这些主题(例如修改、变化、实施例、组合、等同物等)都旨在包括在本发明的范围内。本发明的范围不旨在限于本专利文件的说明书中描述的和/或附图中示出的主题(例如细节、结构、功能、材料、动作、步骤、顺序、系统、结果等)。预期本专利文件的权利要求将被适当地解释为覆盖本发明的主题的完整范围(例如,包括任何和所有这样的修改、变化、实施例、组合、等同物等);应当理解,本专利文献中使用的术语是为了提供对示例性实施例的主题的描述,而不是作为对本发明范围的限制。
[0066]
同样重要的是,注意到根据示例性实施例,本发明可以包括常规技术(例如,在示例性实施例、修改、变化、组合、等同物等中实现和/或集成的)或者可以包括具有执行说明书中描述和/或附图中示出的功能和方法/操作的适用性和/或能力的任何其它适用技术(当前和/或未来)。所有这样的技术(例如,如实施例、修改、变化、组合、等同物等中实现的)被认为是在本专利文件的本发明的范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips