
 商标分类
商标分类  商标转让
商标转让 
处理表面的方法、表面改性的磨料颗粒和树脂粘结磨具制品与流程
 2021-02-02 14:02:49|
2021-02-02 14:02:49| 286|
286| 起点商标网
起点商标网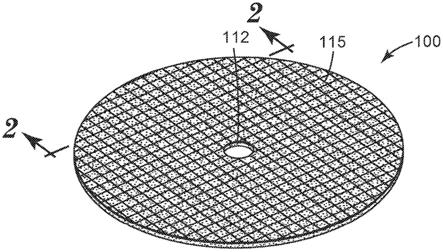
[0001]
本公开广义地涉及增粘剂、使用增粘剂进行改性的表面、表面改性的磨料颗粒以及可使用它们制备的树脂粘结磨具制品。
背景技术:
[0002]
粘结磨具制品具有被保持在粘结剂(在本领域中也被称为粘结基质或粘结剂材料)中的磨料颗粒,该粘结剂将它们作为成形物质粘结在一起。典型的粘结磨具的示例包括砂轮、磨石、磨刀石和切割轮。粘结剂可为有机树脂(树脂粘结剂)、陶瓷或玻璃态材料(玻璃质粘结剂)或金属(金属粘结剂)。
[0003]
切割轮通常为用于普通切割操作的相对较薄的轮。轮的直径通常为约1厘米至约200厘米,并且厚度为数毫米至数厘米(对于较大直径的轮而言,具有更大的厚度)。它们可以约1000转/分钟至50000转/分钟的速度操作,并用于诸如将聚合物、复合金属或玻璃切割成例如标称长度的操作。切割轮也被称为“工业切割锯片”,并且在一些环境诸如铸造厂中被称为“劈锯”。顾名思义,切割轮用于通过研磨穿过物品而切割该物品,该物品诸如例如为金属棒。
[0004]
对于粘结磨具制品,诸如切割速率和耐久性的特性是重要的。例如,在切割轮的情况下,切割性能在相对较短的使用后可能会下降超过一半。仍然需要新的树脂粘结磨具,其在相同的性能水平下具有改善的研磨特性和/或降低的成本。
[0005]
pct公布wo 2017/062482 a1公开了一种用于改性磨料颗粒表面的环氧官能硅烷偶联剂,所述磨料颗粒可包含在酚醛树脂粘结磨具制品中。
技术实现要素:
[0006]
本发明人已发现,pct公布wo 2017/062482a1(schillo-armstrong)的环氧-硅烷偶联剂在用于低温固化的酚醛树脂粘结体系中时,易于由于老化而使性能劣化,所述环氧-硅烷偶联剂可被认为是增粘剂。通过深入研究,本发明人已发现老化劣化至少部分地由环氧-硅烷偶联剂上的残余羟基基团引起,并且设计了一种固有解决方案,即,用异氰酰基硅烷化合物封端羟基基团,其既去除羟基基团又引入另一可水解的硅烷基团。
[0007]
因此,在第一方面,本公开提供了一种增粘剂,该增粘剂包含以下物质的至少一种开环加合物:
[0008]
a)具有至少两个环氧基团的聚环氧化合物;
[0009]
b)由下式表示的氨基硅烷
[0010]
hnr
1
r
2
[0011]
其中r
1
和r
2
独立地表示-z-sil
3
,其中每个z独立地表示具有1至12个碳原子的二价连接基团,并且其中每个l独立地表示可水解基团,以及
[0012]
c)由下式表示的异氰酰基硅烷
[0013]
o=c=n-z-sil
3
[0014]
其中z和l和先前定义的相同。
[0015]
在第二方面,本公开提供了一种处理具有化学结合的表面羟基基团的基底的表面的方法,该方法包括:
[0016]
提供增粘剂,该增粘剂包含以下物质的至少一种开环加合物:
[0017]
a)具有至少两个环氧基团的聚环氧化合物;
[0018]
b)由下式表示的氨基硅烷
[0019]
hnr
1
r
2
[0020]
其中r
1
和r
2
独立地表示-z-sil
3
,其中每个z独立地表示具有1至12个碳原子的二价连接基团,并且其中每个l独立地表示可水解基团,以及
[0021]
c)由下式表示的异氰酰基硅烷
[0022]
o=c=n-z-sil
3
[0023]
其中z和l和先前定义的相同;以及
[0024]
使该增粘剂与基底的表面接触。
[0025]
在第三方面,本公开提供了一种磨料颗粒,该磨料颗粒的外表面具有共价结合到其上的粘合改性层,其中粘合改性层包含增粘剂和共价结合到磨料颗粒的外表面的羟基基团的反应产物,其中该增粘剂包含以下物质的至少一种开环加合物:
[0026]
a)具有至少两个环氧基团的聚环氧化合物;
[0027]
b)由下式表示的氨基硅烷
[0028]
hnr
1
r
2
[0029]
其中r
1
和r
2
独立地表示-z-sil
3
,其中每个z独立地表示具有1至12个碳原子的二价连接基团,并且其中每个l独立地表示可水解基团,以及
[0030]
c)由下式表示的异氰酰基硅烷
[0031]
o=c=n-z-sil
3
[0032]
其中z和l和先前定义的相同。
[0033]
在另一方面,本公开提供了一种树脂粘结磨具制品,该树脂粘结磨具制品包含被保持在粘结剂材料中的多个根据本公开的磨料颗粒。
[0034]
如本文所用,术语“化学结合”意指原子和/或基团不是仅仅通过物理吸附和/或氢键键合而结合。
[0035]
如本文所用,术语“环氧基团”是指饱和的三元环醚部分(例如,)。
[0036]
如本文所用,术语“可水解基团”表示可水解基团,这意味着它可与水反应以提供硅烷醇基团(si-oh基团),该硅烷醇基团可进一步与磨料颗粒表面上的基团(例如羟基基团)反应。水解和缩合反应可以自发地和/或在水解/缩合催化剂存在下进行。可水解基团的示例包括卤化物基团,诸如氯、溴、碘或氟;烷氧基基团(-or',其中r'表示烷基基团,优选地含有1至6个、更优选地1至4个碳原子,并且其可任选地被一个或多个卤素原子取代);酰氧基基团(-o-(c=o)-r',其中r"和先前定义的相同);芳氧基基团(-or",其中r"表示芳基部分,优选地含有6至12个碳原子,更优选地含有6至10个碳原子,其可任选地被一个或多个取代基取代,所述取代基独立地选自卤素和c
1-c
4
烷基基团,所述c
1-c
4
烷基基团任选地可以被一个或多个卤素原子取代)。在上述式中,r'、r"可包括直链、支链和/或环状的结构。
[0037]
如本文所用,术语“酚醛树脂”是指通过至少一种酚(例如,苯酚、间苯二酚、间甲酚、3,5-二甲苯酚、叔丁基苯酚和/或对苯基苯酚)与至少一种醛(例如,甲醛、乙醛、三氯乙醛、丁醛、糠醛和/或丙烯醛)的反应获得的合成热固性树脂。
[0038]
如本文所用,术语“聚环氧化合物”是指具有至少两个环氧基团的化合物。
[0039]
如本文所用,术语“树脂粘结”等同于术语“树脂粘结的”,并且在此根据磨料领域中的惯例使用。
[0040]
在考虑具体实施方式以及所附权利要求书时,将进一步理解本公开的特征和优点。
附图说明
[0041]
图1是根据本公开的一个实施方案的示例性树脂粘结切割砂轮的示意透视图;并且
[0042]
图2是沿线2-2截取的图1中所示的示例性树脂粘结切割砂轮的示意性横截面侧视图。
[0043]
在说明书和附图中重复使用的参考符号旨在表示本公开的相同或类似的特征结构或元件。应当理解,本领域的技术人员可设计出落入本公开原理的范围和实质内的许多其它的修改形式和实施方案。附图可不按比例绘制。
具体实施方式
[0044]
根据本公开的优选的增粘剂包含聚环氧化合物和氨基硅烷的反应产物。
[0045]
可用的聚环氧化合物具有至少两个环氧基团。例如,聚环氧化合物可具有至少三个环氧基团、至少四个环氧基团、至少五个环氧基团或甚至至少六个环氧基团。许多聚环氧化合物是可商购获得的。其它可通过常规方法容易地合成。
[0046]
示例性聚环氧化合物包括单体聚环氧化合物、低聚聚环氧化合物、聚合聚环氧化合物。合适的聚环氧化合物可含有一个或多个缩水甘油基基团,不含缩水甘油基基团,或者含有缩水甘油基环氧基团和非缩水甘油基环氧基团的混合物。可用的聚环氧化合物可包括例如芳族聚环氧化合物、脂环族聚环氧化合物和脂族聚环氧化合物。也可使用聚环氧化合物的混合物。
[0047]
含有缩水甘油基基团的合适的聚环氧化合物的示例包括双酚a二缩水甘油醚,双酚f二缩水甘油醚,多元酚的多缩水甘油醚,诸如双酚a型树脂及其衍生物、环氧甲酚-酚醛清漆树脂、环氧苯酚-酚醛清漆树脂和芳族羧酸的缩水甘油酯(例如,邻苯二甲酸二缩水甘油酯、间苯二甲酸二缩水甘油酯、偏苯三酸三缩水甘油酯和均苯四酸四缩水甘油酯),和n,n,n',n'-四缩水甘油基-4,4'-亚甲基双苯胺,乙二醇二缩水甘油醚,丙二醇二缩水甘油醚,四亚甲基二醇二缩水甘油醚,1,6-己二醇二缩水甘油醚,聚乙二醇二缩水甘油醚,聚丙二醇二缩水甘油醚,聚四亚甲基二醇二缩水甘油醚,新戊二醇二缩水甘油醚,三羟甲基丙烷三缩水甘油醚,丙三醇三缩水甘油醚,季戊四醇聚缩水甘油醚,山梨醇聚缩水甘油醚,聚甘油聚缩水甘油醚,多价脂肪酸的聚缩水甘油酯,包括草酸二缩水甘油酯、马来酸二缩水甘油酯、琥珀酸二缩水甘油酯、戊二酸二缩水甘油酯、己二酸二缩水甘油酯和庚二酸二缩水甘油酯。含有缩水甘油基的可商购获得的聚环氧化合物的示例包括具有商品名araldite(例如
araldite my-720、araldite my-721、araldite 0510、araldite py-720和araldite epn 1179)购自亨斯迈化工公司(huntsman chemical company)的那些;具有商品名epon resin(例如,epon resin 828、epon resin 826、epon resin 862和epon resin cs-377)的购自德克萨斯州休斯顿的迈图特用化学品公司(momentive specialty chemicals(houston,texas))的那些;以及具有商品名der(例如,der 330)、和den(例如,den 438和den 439)的芳族聚环氧化合物。在一些优选的实施方案中,聚环氧化合物包括环氧化酚醛清漆或甲阶酚醛树脂。在一些优选的实施方案中,聚环氧化合物包括n,n-二缩水甘油基-4-缩水甘油氧基苯胺。
[0048]
不含缩水甘油基基团的合适的聚环氧化合物的示例包括环氧环己烷羧酸酯(例如,3,4-环氧环己基甲基-3,4-环氧环己基甲酯(例如,以erl-4221购自陶氏化学公司(dow chemical co.))、3,4-环氧-2-甲基环己基甲基-3,4-环氧-2-甲基环己基甲酯、己二酸双(3,4-环氧-6-甲基环己基甲基)酯、3,4-环氧-6-甲基环己基甲基3,4-环氧-6-甲基环己基甲酯(例如,以erl-4201购自陶氏化学公司);二氧化乙烯基环己烯(例如,以“erl-4206”购自陶氏化学公司);双(2,3-环氧环戊基)醚(例如,以erl-0400购自陶氏化学公司)、己二酸双(3,4-环氧-6-甲基环己基甲基)酯(例如,以erl-4289购自陶氏化学公司)、二戊基二氧化物(dipenteric dioxide)(例如,以“erl-4269”购自陶氏化学公司)、2-(3,4-环氧环己基-5,1'-螺-3',4'-环氧-环-己烷-1,3-二氧杂环己烷、2,2-双(3,4-环氧环己基)丙烷、环氧化聚丁二烯和环氧化大豆油。
[0049]
因此,它适合用作实施本公开的聚环氧化合物的来源。类似地,其它多不饱和植物油的环氧化衍生物也可用作聚环氧化合物的来源。示例包括环氧化亚麻籽油、环氧化芥花油、环氧化棉籽油、环氧化红花油和环氧化葵花油。
[0050]
用于制备根据本公开的增粘剂的可用的氨基硅烷由下式表示:
[0051]
hnr
1
r
2
[0052]
其中r
1
表示-z-sil
3
,并且r
2
表示-z-sil
3
或具有1至4个碳原子的烷基基团(例如,甲基、乙基、丙基或丁基)。
[0053]
每个z独立地表示具有1至12个碳原子的二价连接基团。优选的连接基团z包括:具有1至6个碳原子的脂族和脂环族基团,诸如例如亚甲基、乙烷-1,2-二基、丙烷-1,2-二基、丙烷-1,3-二基、丁烷-1,4-二基和环己烷-1,4-二基、-ch
2
ch
2
och
2
ch
2-、-ch
2
ch
2
o(ch
2
ch
2
)
2-,以及芳族基团(例如,亚芳基和亚烷基亚芳基),诸如例如亚苯基和其中n=1、2或3。
[0054]
每个l独立地表示可水解基团(即,在暴露于水时自发地从硅原子解离的基团)。可水解基团的示例包括-cl、-br、-oh、-oc(=o)ch
3
、-och
3
、-osi(ch
3
)
3
和-oc
2
h
5
。
[0055]
示例性可用的氨基硅烷包括均购自宾夕法尼亚州摩利斯维尔的盖勒斯特公司(gelest,morrisville,pennsylvania)的双(三乙氧基甲硅烷基丙基)胺、n-甲基氨基丙基三甲氧基硅烷和n-甲基氨基丙基三(三甲基甲硅烷氧基)硅烷,以及可通过常规方法制备的n-甲基氨基丙基三乙氧基硅烷。
[0056]
在平均的基础上,聚环氧化合物的不超过一半的环氧基团与氨基硅烷反应。在一
些实施方案中,聚环氧化合物的一至三个环氧基团与氨基硅烷反应。在一些实施方案中,聚环氧化合物的一或两个环氧基团与氨基硅烷反应。
[0057]
一般来讲,在任选的温和加热下的简单混合对于氨基硅烷与聚环氧化合物形成增粘剂是足够的。如果需要,该反应可在有机溶剂中或在无溶剂条件下进行。
[0058]
一些位阻或取代的氨基硅烷和聚环氧化合物由于其较低的反应性而可能需要较高的反应温度来形成增粘剂。在这种情况下,可将未反应的氨基硅烷和聚环氧化合物的共混物施加在基底上,然后可在高温下的进一步加工步骤(例如,树脂固化)期间原位生成实际的增粘剂。
[0059]
优选地,氨基硅烷与环氧基团的化学计量基于当量为约1:1,但也可使用更小和更大的比率。
[0060]
氨基硅烷与聚环氧化合物缩合后,生成羟基基团,任选在存在氨基甲酸酯缩合催化剂(诸如例如二月桂酸二丁基锡)的情况下,通过与异氰酰基硅烷的异氰酸酯基团反应而封端该羟基基团。
[0061]
异氰酰基硅烷与羟基基团反应以形成氨基甲酸酯键,从而稳定该增粘剂。可用的异氰酰基硅烷由下式表示:
[0062]
o=c=n-z-sil
3
[0063]
其中z和l和本文先前定义的相同。许多异氰酰基硅烷是可商购获得的。其它可通过常规方法容易地合成。优选的异氰酰基硅烷包括3-异氰酰基丙基三甲氧基硅烷、3-异氰酰基丙基三乙氧基硅烷、2-异氰酰基乙基三甲氧基硅烷和2-异氰酰基乙基三乙氧基硅烷。也可以使用异氰酰基硅烷的组合。
[0064]
可使用超过一种的根据本公开的增粘剂的组合。对于一些应用,可能期望进一步包含常规偶联剂和上文所述的增粘剂。
[0065]
增粘剂可用于处理基底的表面,使得其可与粘结剂材料前体反应并且起到用于环氧树脂反应性粘结剂前体体系(例如,酚醛树脂、环氧树脂、氨基塑料树脂、两部分聚氨酯、多异氰酸酯、和羟基或氨基官能丙烯酸类树脂)的偶联剂的功能并且产生具有磨料颗粒在至少一些研磨条件下的改善的锚定的粘结磨具制品。通常,这可在无溶剂条件下通过将增粘剂简单地施加到基底来实现;然而,如果需要,则可使用溶剂,例如,以实现非常低的涂覆重量。
[0066]
现在参见图1,根据本公开的一个实施方案的示例性树脂粘结切割砂轮100具有中心孔112,该中心孔用于将切割轮100附接到例如动力驱动工具(未示出)。切割轮100包含任选的磨料颗粒20(例如,用根据本公开的环氧官能化氨基硅烷偶联剂表面处理的成形和/或粉碎的磨料颗粒)和/或任选的常规粉碎且定尺寸的磨料颗粒30和树脂粘结剂25。
[0067]
现在参见图2,切割轮100包含任选的磨料颗粒(例如,成形和/或粉碎的磨料颗粒)20和/或任选的常规粉碎磨料颗粒30和粘结剂材料25。切割轮100具有任选的第一稀松布115和任选的第二稀松布116,它们设置在切割轮100的相对的主表面上。
[0068]
根据本公开的树脂粘结磨具制品(例如,砂轮和切割轮)通常通过模制工艺制成。在模制期间,粘结剂材料前体,即液体有机物、粉末状无机物、粉末状有机物或它们的组合与磨料颗粒混合。在一些情况下,首先将液体介质(树脂或溶剂)施加到磨料颗粒以打湿其外表面,并且然后将被打湿的颗粒与粉末状介质混合。根据本公开的树脂粘结磨具制品(例
如,砂轮)可通过压缩模制、注塑、传递模制等制成。模制可通过热压或冷压或者本领域技术人员已知的任何合适的方式来完成。
[0069]
树脂粘结剂包括一种或多种有机粘结剂材料。基于树脂粘结砂轮的总重量计,所包含的有机粘结剂材料的量通常为5重量%至30重量%,更通常为10重量%至25重量%,并且更通常为15重量%至24重量%。酚醛树脂是最常用的有机粘结剂材料,并且可以粉末形式和液态两者使用。虽然酚醛树脂被广泛使用,但是使用其它有机粘结剂材料也在本公开的范围内,该其它有机粘结剂材料包括例如脲醛树脂、氨基塑料和丙烯酸类树脂。有机粘结剂材料还可用其它粘结剂材料进行改性以改善或改变该粘结剂材料的特性。
[0070]
根据所需的有机粘结剂材料,可将催化剂和/或引发剂添加到有机粘结剂材料前体(即,固化以形成粘结剂材料的材料)。通常,施加热以促进有机粘结剂材料前体的固化;然而,也可使用其它能量源(例如,微波辐射、紫外光、可见光)。所使用的特定固化剂和量对于本领域的技术人员将是显而易见的。
[0071]
可用的酚醛树脂包括酚醛清漆和甲阶酚醛树脂。线型酚醛树脂的特征在于被酸催化并且甲醛与酚的比率为小于1,通常介于0.5:1和0.8:1之间。甲阶酚醛树脂的特征在于被碱催化并且甲醛与酚的比率为大于或等于一,通常为1:1至3:1。线型酚醛树脂和甲阶酚醛树脂可被化学改性(例如,通过与环氧化合物反应),或者它们可不被改性。适用于固化酚醛树脂的示例性酸性催化剂包括硫酸、盐酸、磷酸、草酸和对甲苯磺酸。适用于固化酚醛树脂的碱性催化剂包括氢氧化钠、氢氧化钡、氢氧化钾、氢氧化钙、有机胺或碳酸钠。
[0072]
酚醛树脂是公知的,并且可容易地从商业来源获得。可商购获得的线型酚醛树脂的示例包括durez 1364,其为一种两步骤粉末化酚醛树脂(以商品名varcum(例如,29302)由德克萨斯州艾迪生的杜雷兹公司(durez corporation,addison,texas)销售),或者hexion ad5534 resin(肯塔基州路易斯维尔的瀚森化工公司(hexion specialty chemicals,inc.,louisville,kentucky)销售)。可用于实施本公开的可商购获得的甲阶酚醛树脂的示例包括以商品名varcum(例如,29217、29306、29318、29338、29353)由杜雷兹公司(durez corporation)销售的那些;以商品名aerofene(例如,aerofene 295)由美国佛罗里达州巴托的阿施兰德化学公司(ashland chemical co.,bartow,florida)出售的那些;以及商品名“phenolite”(例如,phenolite td-2207)由韩国首尔的江南化学有限公司(kangnam chemical company ltd.,seoul,south korea)出售的那些。
[0073]
有机粘结剂材料前体的固化温度将随着所选材料和轮设计而变化。合适条件的选择在本领域的普通技术人员的能力范围内。针对酚醛粘结剂的示例性条件可包括:在室温下,每4英寸直径施加约20吨(244kg/cm
2
)的压力,然后通过加热使温度高达约185℃并持续足够长的时间,以固化有机粘结剂材料前体。
[0074]
在一些实施方案中,基于粘结剂材料和磨料颗粒的总重量计,树脂粘结砂轮包含约10重量%至80重量%的磨料颗粒(例如,成形和/或粉碎的磨料颗粒);通常30重量%至60重量%,并且更通常40重量%至60重量%的磨料颗粒。
[0075]
可根据在例如美国专利5,213,591(celikkaya等人)和美国公布专利申请2009/0165394a1(culler等人)和2009/0169816a1(erickson等人)中描述的方法使用溶胶-凝胶α氧化铝颗粒前体来制备由α氧化铝、镁铝尖晶石和稀土六铝酸盐的微晶构成的陶瓷粉碎磨料颗粒。
[0076]
在一些实施方案中,可以根据多步骤工艺制造基于α氧化铝的磨料颗粒(例如,成形磨料颗粒)。简而言之,方法包括如下步骤:制造可转变为α氧化铝的要么有晶种要么无晶种的溶胶-凝胶α氧化铝前体分散体;用溶胶-凝胶填充具有所需外形的成形磨料颗粒的一个或多个模具腔,将溶胶-凝胶干燥以形成磨料颗粒前体;从模具腔中移除成形磨料颗粒前体;煅烧成形磨料颗粒前体以形成煅烧的成形磨料颗粒前体,并且然后烧结煅烧的成形磨料颗粒前体以形成成形磨料颗粒。现在将更详细地描述该工艺。
[0077]
第一工艺步骤涉及提供可转变为α氧化铝的有晶种或无晶种的α氧化铝前体分散体。α氧化铝前体分散体通常包含为挥发性组分的液体。在一个实施方案中,该挥发性组分是水。分散体应当包含足量的液体,以使分散体的粘度足够低,从而能够填充模具腔并且复制模具表面,但是液体的量不能太多,因为会导致随后将液体从模具腔中移除的成本过高。在一个实施方案中,α氧化铝前体分散体包含2重量%至90重量%的可转化为α-氧化铝的颗粒(诸如一水合氧化铝(勃姆石)的颗粒)以及至少10重量%、或50重量%至70重量%、或50重量%至60重量%的挥发性组分(诸如水)。反之,一些实施方案中的α氧化铝前体分散体含有30重量%至50重量%、或40重量%至50重量%的固体。
[0078]
也可使用除勃姆石之外的氧化铝水合物。勃姆石可通过已知的技术来制备或者可商购获得。可商购获得的勃姆石的示例包括具有商品名disperal和dispal的产品,二者均购自德克萨斯州休斯敦的sasolnorthamerica公司(sasol north america,inc.(houston,texas));或者具有商品名hiq-40的产品,购自新泽西州弗洛勒姆帕克的巴斯夫公司(basf corporation(florham park,new jersey))。这些一水合氧化铝是相对纯的;即,它们除了一水合物外只包含相对较少的(如果有的话)其它水合物相,并且具有高表面积。
[0079]
所得的成形磨料颗粒的物理特性通常将取决于α氧化铝前体分散体中所用的材料的类型。在一个实施方案中,α氧化铝前体分散体处于凝胶状态。如本文所用,“凝胶”是分散在液体中的固体的三维网络。
[0080]
α氧化铝前体分散体可含有改性添加剂或改性添加剂的前体。改性添加剂可用于增强磨料颗粒的某些所需特性,或者提高后续烧结步骤的效率。改性添加剂或改性添加剂的前体可为可溶性盐的形式,通常为水溶性盐。它们通常由含金属的化合物组成,并且可为下列物质的氧化物的前体:镁、锌、铁、硅、钴、镍、锆、铪、铬、钇、镨、钐、镱、钕、镧、钆、铈、镝、铒、钛,以及它们的混合物。可存在于α氧化铝前体分散体中的这些添加剂的具体浓度可基于本领域技术人员而改变。
[0081]
通常,引入改性添加剂或改性添加剂的前体将引起α氧化铝前体分散体胶凝。通过施加超过一定时间段的热也可引起α氧化铝前体分散体胶凝。α氧化铝前体分散体也可含有成核剂(接种),以促进水合氧化铝或煅烧氧化铝向α氧化铝的转化。适用于本公开的成核剂包括α-氧化铝、α-氧化铁或其前体、二氧化钛和钛酸盐、氧化铬的细粒或者使转化物成核的任何其他材料。如果使用成核剂的话,则其量应当足够多,以对α-氧化铝进行转化。使此类α氧化铝前体分散体成核的方法公布于美国专利4,744,802(schwabel)中。
[0082]
可将胶溶剂添加到α氧化铝前体分散体以制备更稳定的水溶胶或胶态α氧化铝前体分散体。合适的胶溶剂为单质子酸或酸性化合物,诸如乙酸、盐酸、甲酸和硝酸。也可使用多质子酸,但是它们可快速胶凝α氧化铝前体分散体,从而使得其难以处理或难以向其引入附加组分。某些商业来源的勃姆石具有有助于形成稳定α氧化铝前体分散体的酸滴度(诸如
吸收的甲酸或硝酸)。
[0083]
α氧化铝前体分散体可通过任何合适的方法形成,诸如例如通过简单地将一水合氧化铝与含有胶溶剂的水混合,或者通过形成一水合氧化铝浆液(胶溶剂已添加到其中)。
[0084]
可添加消泡剂或其它合适的化学品,以降低混合时形成气泡或夹带空气的倾向。如果需要,可添加其它化学品,诸如润湿剂、醇类、或偶联剂。如美国专利5,645,619(erickson等人)中所公开的,α氧化铝磨料颗粒可含有二氧化硅和氧化铁。如美国专利5,551,963(larmie)中所公开的,α氧化铝磨料颗粒可含有氧化锆。另选地,如美国专利6,277,161(castro)中所公开的,α氧化铝磨料颗粒可具有微结构或添加剂。
[0085]
第二工艺步骤涉及提供具有至少一个模具腔、优选地多个腔的模具。该模具可具有大致平坦的底部表面以及多个模具腔。该多个腔可在生产工具中形成。生产工具可为带状物、片状物、连续纤维网、涂覆辊(诸如轮转凹版辊)、安装在涂覆辊上的套筒、或模具。在一个实施方案中,该生产工具包含聚合物材料。合适的聚合物材料的示例包括热塑性塑料,诸如聚酯、聚碳酸酯、聚(醚砜)、聚(甲基丙烯酸甲酯)、聚氨酯、聚氯乙烯、聚烯烃、聚苯乙烯、聚丙烯、聚乙烯或它们的组合,或热固性材料。在一个实施方案中,整个模具由聚合物材料或热塑性材料制成。在另一个实施方案中,在干燥时与溶胶-凝胶接触的模具的表面(诸如多个腔的表面)包含聚合物材料或热塑性材料,并且该模具的其它部分可由其它材料制成。以举例的方式,可将合适的聚合物涂层施加到金属模具以改变其表面张力特性。
[0086]
聚合物型工具或热塑性工具可由金属母模工具复制而成。母模工具将具有生产工具所期望的反向图案。母模工具可以与生产工具相同的方式制成。在一个实施方案中,母模工具由金属例如镍制成,并且经过金刚石车削。可将聚合物片状材料连同母模工具一起加热,使得通过将二者压制在一起而在聚合物材料上压印出母模工具图案。也可将聚合物或热塑性材料挤出或浇铸到母模工具上,并且然后对其进行压制。冷却热塑性材料以使其硬化,从而制得生产工具。如果利用热塑性生产工具,则应当注意不要产生过多热量,这些热量可使热塑性生产工具变形,从而限制其寿命。关于生产模具或母模工具的设计和制造的更多信息可见于美国专利5,152,917(pieper等人);5,435,816(spurgeon等人);5,672,097(hoopman等人);5,946,991(hoopman等人);5,975,987(hoopman等人)以及6,129,540(hoopman等人)。
[0087]
从模具的顶部表面或底部表面中的开口均可进入腔中。在一些情况下,腔可延伸过模具的整个厚度。另选地,腔可仅延伸至模具的厚度的一部分。在一个实施方案中,顶部表面大体平行于模具的底部表面,其中模具腔具有大体均匀的深度。模具的至少一个侧面,即,在其中形成腔的那一侧面可以在去除挥发性组分的步骤中保持暴露于周围大气环境。
[0088]
腔具有特定的三维形状,以制造成形磨料颗粒。深度尺寸等于从顶部表面到底部表面上最低点的垂直距离。给定腔的深度可为均匀的,或者可沿其长度和/或宽度而发生变化。给定模具的腔可具有相同的形状或不同的形状。
[0089]
第三工艺步骤涉及用α氧化铝前体分散体(例如,通过常规技术)填充模具中的腔。在一些实施方案中,可使用刀辊涂布机或真空槽模涂布机。如果需要,可使用脱模剂以有助于从模具去除颗粒。典型的脱模剂包括油类(诸如花生油或矿物油、鱼油)、有机硅、聚四氟乙烯、硬脂酸锌和石墨。一般来讲,将在液体诸如水或醇中的脱模剂诸如花生油施加到与溶胶-凝胶接触的生产模具的表面,使得当需要脱模时,每单位面积模具上存在介于约0.1mg/
in
2
(0.02mg/cm
2
)至约3.0mg/in
2
(0.46mg/cm
2
),或介于约0.1mg/in
2
(0.02mg/cm
2
)至约5.0mg/in
2
(0.78mg/cm
2
)之间的脱模剂。在一些实施方案中,模具的顶部表面涂覆有α氧化铝前体分散体。α氧化铝前体分散体可被抽吸到顶部表面上。
[0090]
接下来,可使用刮刀或平整棒将α氧化铝前体分散体完全压入模具的腔中。可将未进入腔中的α氧化铝前体分散体的其余部分从模具的顶部表面去除,并将其回收利用。在一些实施方案中,α-氧化铝前体分散体的一小部分可保留在顶部表面上,并且在其他实施方案中,顶部表面大体上不含分散体。刮刀或平整棒施加的压力通常小于100psi(0.7mpa)、小于50psi(0.3mpa)、或甚至小于10psi(69kpa)。在一些实施方案中,α氧化铝前体分散体的无暴露表面大幅度延伸超过顶部表面,以确保所得的成形磨料颗粒厚度的均匀性。
[0091]
第四工艺步骤涉及去除挥发性组分,以干燥分散体。有利地,以快速蒸发速率去除挥发性组分。在一些实施方案中,通过蒸发去除挥发性组分的操作是在高于挥发性组分的沸点的温度下进行的。干燥温度的上限通常取决于制成模具的材料。针对聚丙烯模具,温度应当低于该塑料的熔点。在一个实施方案中,就含约40%至50%之间的固体的水分散体以及聚丙烯模具而言,干燥温度可以介于约90℃至约165℃之间,或介于约105℃至约150℃之间,或介于约105℃至约120℃之间。更高的温度可导致改善的生产速度,但是也可导致聚丙烯模具的降解,从而限制其作为模具的使用寿命。
[0092]
第五工艺步骤涉及从模具腔中去除所得的成形磨料颗粒前体。可这样从腔中去除成形磨料颗粒前体:在模具上单独使用或组合使用以下工艺:重力操作、振动、超声振动、真空操作或加压空气工艺从模具腔中去除颗粒。
[0093]
可在模具外对磨料颗粒前体进行进一步干燥。如果α氧化铝前体分散体在模具中干燥至所需水平,则此附加的干燥步骤并非为必要的。然而,在一些情况下采用此附加的干燥步骤来使α氧化铝前体分散体在模具中的停留时间最小化是经济的做法。通常,成形磨料颗粒前体将在50℃至160℃或在120℃至150℃的温度下,干燥10分钟至480分钟或120分钟至400分钟。
[0094]
第六工艺步骤涉及煅烧成形磨料颗粒前体。在锻烧期间,基本上所有的挥发性物质都被去除,并且存在于α氧化铝前体分散体中的各种组分均转化成金属氧化物。通常,将成形磨料颗粒前体加热到400℃至800℃的温度,并且将其保持在该温度范围内,直至去除游离水和90重量%以上的任何结合的挥发性物质为止。在任选步骤中,可期望通过浸渍工艺引入改性添加剂。水溶性盐可通过将其注入到煅烧的成形磨料颗粒前体的孔中来引入。然后再次预烧成形磨料颗粒前体。该可选步骤在美国专利5,164,348(wood)中进行了进一步描述。
[0095]
第七工艺步骤涉及对煅烧的成形磨料颗粒前体进行烧结,以形成α氧化铝颗粒。在烧结之前,煅烧的成形磨料颗粒前体并未完全致密化,并且因此缺乏用作成形磨料颗粒所需的硬度。烧结按以下步骤进行:将煅烧的成形磨料颗粒前体加热到1000℃至1650℃的温度,并且保持在此温度范围内,直到基本上所有的一水合α-氧化铝(或等同物质)均转化为α-氧化铝,并且孔隙度减小到小于15体积%。为了实现此转化水平而必须将煅烧的成形磨料颗粒前体在烧结温度下暴露的时间长度取决于多种因素,但通常为五秒至48小时。
[0096]
在另一个实施方案中,烧结步骤的持续时间在一分钟至90分钟的范围内。烧结之后,成形磨料颗粒可具有10gpa、16gpa、18gpa、20gpa或更大的维氏硬度。
[0097]
可使用其它步骤来修改所述工艺,该步骤诸如例如将材料从煅烧温度快速加热至烧结温度,离心α氧化铝前体分散体以去除淤渣和/或垃圾。此外,如果需要,则可以通过组合这些方法步骤中的两个或更多个来修改该方法。可以用来修改本公开的工艺的常规工艺步骤在美国专利4,314,827(leitheiser)中进行了更完整的描述。
[0098]
关于制备成形磨料颗粒的方法的更多信息公布于美国公布专利申请2009/0165394 al(culler等人)中。
[0099]
成形磨料颗粒优选地使用工具(即,模具)来制成,使用金刚石模具切割,这样比其它制造替代方法诸如例如压印或冲压提供更高的特征清晰度。通常,工具表面中的腔具有沿尖锐边缘交汇的平面,并且形成截头棱锥的侧面和顶部。所得的成形磨料颗粒具有各自的对应于工具表面中的腔的形状(例如,截棱锥)的标称平均形状;然而,标称平均形状的变化(例如,随机变化)可在制造期间发生,并且表现出此类变化的成形磨料颗粒包括在如本文所用的成形磨料颗粒定义内。
[0100]
优选地,成形磨料颗粒的基部和顶部基本平行,从而产生棱柱形或截棱锥形,并且介于基部和每个侧面之间的二面角可独立地在45度至90度、通常70度至90度、更通常75度至85度的范围内,尽管这些不是要求。
[0101]
如本文所用,在涉及成形磨料颗粒时,术语“长度”指成形磨料颗粒的最大尺寸。“宽度”是指成形磨料颗粒的与长度垂直的最大尺寸。“厚度”或“高度”是指成形磨料颗粒的与长度和宽度垂直的尺寸。
[0102]
成形磨料颗粒通常被选择为具有在0.001mm至26mm、更通常0.1mm至10mm、并且更通常0.5mm至5mm范围内的长度,但是也可使用其它长度。在一些实施方案中,长度可表示为其中含有磨料颗粒的树脂粘结磨具制品(例如,轮)的厚度的一部分。例如,成形磨料颗粒可具有大于树脂粘结砂轮的厚度的一半的长度。在一些实施方案中,成形磨料颗粒的长度可大于树脂粘结砂轮的厚度。
[0103]
成形磨料颗粒通常被选择为具有在0.001mm至26mm、更通常0.1mm至10mm、并且更通常0.5mm至5mm范围内的宽度,但是也可使用其它长度。成形磨料颗粒通常被选择为具有在0.005mm至1.6mm、更通常0.2mm至1.2mm范围内的厚度。在一些实施方案中,成形磨料颗粒可具有至少2、3、4、5、6或更多的纵横比(长度比厚度)。
[0104]
磨料颗粒上的表面涂层可用于改善磨具制品中的磨料颗粒与粘结剂材料之间的粘附力,或者可用于帮助磨料颗粒的静电沉积。在一个实施方案中,可使用美国专利5,352,254(celikkaya)中描述的表面涂层,相对于成形磨料颗粒的重量,表面涂层的量为0.1%至2%。此类表面涂层在美国专利5,213,591(celikkaya等人)、5,011,508(wald等人)、1,910,444(nicholson)、3,041,156(rowse等人)、5,009,675(kunz等人)、5,085,671(martin等人)、4,997,461(markhoff-matheny等人)和5,042,991(kunz等人)中有所描述。另外,表面涂层可防止磨料颗粒封堵。“封堵”这一术语用来描述来自正在研磨的工件的金属颗粒熔焊在成形磨料颗粒的顶部的现象。执行上述功能的表面涂层对本领域的技术人员而言是已知的。
[0105]
根据本公开的增粘剂对于处理磨料颗粒的表面(例如,如下所述)特别有用,使得其可与粘结剂材料前体反应,并且产生具有磨料颗粒在至少一些研磨条件下的改善的锚定的粘结、涂覆或非织造磨具制品。通常,这可在无溶剂条件下通过将增粘剂简单地施加到磨
60和80或者fepa f36、f46、f54和f60或者fepa p60和p80分级标准。
[0111]
另选地,磨料颗粒可使用符合美国标准测试筛是根据astm e-11“standard specification for wire cloth and sieves for testing purposes(针对测试目的的筛布和筛的标准规格)”制定。astme-11规定了测试筛的设计和构造需求,该测试筛使用安装在框架中的织造筛布的介质根据指定的粒度对材料进行分类。-18+20即为典型的标号表示,其意指成形磨料颗粒可通过符合astm e-11规格的18号测试筛,但可保留在符合astm e-11规格的20号测试筛上。在一个实施方案中,成形磨料颗粒具有这样的粒度:使得大多数颗粒通过18目测试筛并且可保留在20目、25目、30目、35目、40目、45目或50目测试筛上。在各种实施方案中,成形磨料颗粒可具有包括以下的标称筛选等级:-18+20、-20/+25、-25+30、-30+35、-35+40、-40+45、-45+50、-50+60、-60+70、-70/+80、-80+100、-100+120、-120+140、-140+170、-170+200、-200+230、-230+270、-270+325、-325+400、-400+450、-450+500或-500+635。另选地,可使用诸如-90+100的定制目尺寸。
[0112]
磨料颗粒可例如在整个树脂粘结磨具制品上均匀分布或不均匀分布。例如,如果树脂粘结砂轮是砂轮或切割轮,则磨料颗粒可朝中间区域(例如,位于远离砂轮或切割轮的外表面)集中,或者仅在外边缘,即砂轮或切割轮的周边集中。中心部分可含有较少量的磨料颗粒。在另一变型中,第一磨料颗粒可在该轮的一侧,不同的磨料颗粒可在另一侧。然而,通常所有磨料颗粒都均匀地分布在彼此之中,因为轮的制造更加容易。
[0113]
根据本公开的树脂粘结砂轮可包含上述那些之外的附加磨料颗粒,但要受其它组分所要满足的重量范围要求的限制。示例包括熔融氧化铝(包括熔融氧化铝-氧化锆)、棕色氧化铝、蓝色氧化铝、碳化硅(包括绿色碳化硅)、石榴石、金刚石、立方晶型氮化硼、碳化硼、氧化铬、二氧化铈以及它们的组合。
[0114]
磨料颗粒中的至少一些磨料颗粒用根据本公开的增粘剂进行表面处理以增强磨料颗粒与粘结剂材料的粘附力。可在将磨料颗粒与粘结剂材料前体组合之前对磨料颗粒进行处理,或者可通过将增粘剂包含在粘结剂材料前体中而就地对磨料颗粒进行表面改性。
[0115]
在一些实施方案中,根据本公开的树脂粘结砂轮含有附加的助磨剂,诸如例如聚四氟乙烯颗粒、冰晶石、氯化钠、fes
2
(二硫化铁)或kbf
4
;助磨剂的量通常为1重量%至25重量%、更通常10重量%至20重量%,但要受其它组分所要满足的重量范围要求的限制。添加助磨剂以改善切割轮的切削特征,通常通过降低切割界面的温度来改善切割轮的切削特征。助磨剂可为助磨剂颗粒的单一颗粒或凝聚物的形式。精确成形助磨剂颗粒的示例在美国专利公布2002/0026752 a1(culler等人)中进行教导。
[0116]
在一些实施方案中,粘结剂材料含有增塑剂,诸如例如以商品名santicizer 154增塑剂购自伊利诺伊州芝加哥的univar usa公司(univar usa,inc.,chicago,illinois)的那些。
[0117]
根据本公开的树脂粘结磨具制品可含有附加组分诸如例如填料颗粒,但要受其它组分所要满足的重量范围要求的限制。可添加填料颗粒来占据空间和/或提供多孔性。多孔性使得树脂粘结磨具制品能够以剥落的方式使用,或者磨损磨料颗粒以暴露出新的或崭新的磨料颗粒。
[0118]
根据本公开的树脂粘结磨具制品(例如,轮)具有任何范围的孔隙度;例如,约1体积%至50体积%,通常1体积%至40体积%。填料的示例包括气泡和小珠(例如,玻璃、陶瓷
(氧化铝)、粘土、聚合物、金属)、软木、石膏、大理石、石灰岩、燧石、二氧化硅、硅酸铝以及它们的组合。
[0119]
根据本公开的树脂粘结磨具制品(例如,轮)可根据任何合适的方法制备。在一种合适的方法中,无晶种溶胶-凝胶法制备的基于氧化铝的磨料颗粒在与可固化甲阶酚醛树脂混合之前用偶联剂涂覆。增粘剂的量通常被选择为有效量。例如,环氧官能化硅烷,使得在每100份磨料颗粒中,其以0.01份至3份,优选地0.1份至0.3份的量存在,但也可使用在该范围之外的量。向所得混合物中添加液态树脂,以及可固化线型酚醛树脂和冰晶石。混合物在室温下被压制到模具中(例如,以每4英寸直径施加20吨的压力(244kg/cm
2
))。然后,通过在高达约185℃的温度下加热足够长的时间以使可固化的酚醛树脂固化,从而使模塑的轮固化。
[0120]
根据本公开的树脂粘结砂轮可用于例如像切割轮和磨具行业中类型为27(例如,像美国国家标准学会的标准ansi b7.1-2000(2000)的1.4.14章节)的中心下凹砂轮。
[0121]
切割轮厚度通常为0.80毫米(mm)至16mm,更通常1mm至8mm,并且通常具有介于2.5cm和100cm(40英寸)之间、更通常介于约7cm和13cm之间的直径,但是也可使用其它尺寸(例如,直径大至100cm的轮是已知的)。可使用任选的中心孔来将切割轮附接到动力驱动工具。如果存在的话,中心孔直径通常为0.5cm至2.5cm,但也可使用其它尺寸。可强化任选的中心孔;例如,通过金属凸缘来强化。另选地,可将机械紧固件轴向固定至切割轮的一个表面。示例包括螺杆、螺母、tinnerman螺母和卡口固定杆。
[0122]
任选地,根据本公开的树脂粘结砂轮,尤其是切割轮,可进一步包括强化树脂粘结砂轮的稀松布和/或背衬;例如,设置在树脂粘结砂轮的一个或两个主表面上,或设置在树脂粘结砂轮内。示例包括纸、聚合物膜、金属箔、硫化纤维、合成纤维和/或天然纤维非织造物(例如,高级开孔非织造合成纤维网和熔纺稀松布)、合成和/或天然纤维针织物、合成纤维和/或天然纤维织造物(例如,织造玻璃织物/稀松布、织造聚酯织物、其经处理的型式、以及它们的组合)。合适的多孔强化稀松布的示例包括可例如熔纺、熔喷、湿法成网或空气成网的多孔玻璃纤维稀松布和多孔聚合物稀松布(例如,包含聚烯烃、聚酰胺、聚酯、醋酸纤维素、聚酰亚胺和/或聚氨酯)。在一些情况下,期望在粘结介质内包括强化短纤维,使得纤维均匀地分散在整个切割轮上。
[0123]
本文所述的各种强化构件(例如,稀松布和背衬)的孔隙度和基重的选择在磨料领域的技术人员的能力范围内,并且通常取决于预期用途。
[0124]
根据本公开的树脂粘结砂轮可用于例如研磨工件。例如,可将它们成形为磨削轮或切割轮,该磨削轮或切割轮表现出良好的磨削特性,同时保持可避免对工件造成热损坏的相对较低的工作温度。
[0125]
切割轮可用在任何直角磨削工具上,该磨削工具诸如例如购自英格索兰(ingersoll-rand)、索士(sioux)、米沃奇(milwaukee)和dotco的那些。该工具可为电动的或气动的,其速度通常为约1000rpm至50000rpm。
[0126]
在使用期间,树脂粘结砂轮可用于干磨或湿磨。在湿磨时,该轮与水、基于油的润滑剂或基于水的润滑剂结合使用。根据本公开的树脂粘结砂轮可特别适用于各种工件材料上,诸如例如碳钢板或棒料和更奇特的金属(例如,不锈钢或钛)或较软的黑色金属(例如,软钢、低合金钢或铸铁)。
[0127]
本公开的选择实施方案
[0128]
在第一实施方案中,本公开提供了一种增粘剂,所述增粘剂包含以下物质的至少一种开环加合物:
[0129]
a)具有至少两个环氧基团的聚环氧化合物;
[0130]
b)由下式表示的氨基硅烷
[0131]
hnr
1
r
2
[0132]
其中r
1
和r
2
独立地表示-z-sil
3
,其中每个z独立地表示具有1至12个碳原子的二价连接基团,并且其中每个l独立地表示可水解基团,以及
[0133]
c)由下式表示的异氰酰基硅烷
[0134]
o=c=n-z-sil
3
[0135]
其中z和l和先前定义的相同。
[0136]
在第二实施方案中,本公开提供了根据第一实施方案所述的增粘剂,其中在平均的基础上,所述聚环氧化合物的不超过一半的环氧基团与所述氨基硅烷反应。
[0137]
在第三实施方案中,本公开提供了根据第一实施方案或第二实施方案所述的增粘剂,其中所述聚环氧化合物包括n,n-二缩水甘油基-4-缩水甘油氧基苯胺。
[0138]
在第四实施方案中,本公开提供了根据第一实施方案至第三实施方案中任一项所述的增粘剂,其中所述聚环氧化合物包括4,4
′-
亚甲基双(n,n-二缩水甘油基苯胺)。
[0139]
在第五实施方案中,本公开提供了根据第一实施方案至第四实施方案中任一项所述的增粘剂,其中r
1
和r
2
独立地表示-ch
2
ch
2
sil
3
或-ch
2
ch
2
ch
2
sil
3
。
[0140]
在第六实施方案中,本公开提供了根据第一实施方案至第五实施方案中任一项所述的增粘剂,其中所述异氰酰基硅烷具有式o=c=n-ch
2
ch
2
ch
2
sil
3
或o=c=n-ch
2
ch
2
sil
3
。
[0141]
在第七实施方案中,本公开提供了根据第一实施方案至第六实施方案中任一项所述的增粘剂,其中每个l独立地选自甲氧基、乙氧基和乙酰氧基。
[0142]
在第八实施方案中,本公开提供了一种处理具有化学结合的表面羟基基团的基底的表面的方法,所述方法包括:
[0143]
提供增粘剂,所述增粘剂包含以下物质的至少一种开环加合物:
[0144]
a)具有至少两个环氧基团的聚环氧化合物;
[0145]
b)由下式表示的氨基硅烷
[0146]
hnr
1
r
2
[0147]
其中r
1
和r
2
独立地表示-z-sil
3
,其中每个z独立地表示具有1至12个碳原子的二价连接基团,并且其中每个l独立地表示可水解基团,以及
[0148]
c)由下式表示的异氰酰基硅烷
[0149]
o=c=n-z-sil
3
[0150]
其中z和l和先前定义的相同;以及
[0151]
使所述增粘剂与所述基底的所述表面接触。
[0152]
在第九实施方案中,本公开提供了根据第八实施方案所述的方法,其中在平均的基础上,所述聚环氧化合物的不超过一半的环氧基团与所述氨基硅烷反应。
[0153]
在第十实施方案中,本公开提供了根据第八实施方案或第九实施方案所述的方法,其中所述聚环氧化合物包括n,n-二缩水甘油基-4-缩水甘油氧基苯胺或4,4
′-
亚甲基双
(n,n-二缩水甘油基苯胺)中的至少一种。
[0154]
在第十一实施方案中,本公开提供了根据第八实施方案至第十实施方案中任一项所述的方法,其中r
1
和r
2
独立地表示-ch
2
ch
2
sil
3
或-ch
2
ch
2
ch
2
sil
3
。
[0155]
在第十二实施方案中,本公开提供了根据第八实施方案至第十一实施方案中任一项所述的方法,其中所述异氰酰基硅烷具有式o=c=n-ch
2
ch
2
ch
2
sil
3
或o=c=n-ch
2
ch
2
sil
3
。
[0156]
在第十三实施方案中,本公开提供了根据第八实施方案至第十二实施方案中任一项所述的方法,其中每个l独立地选自甲氧基、乙氧基和乙酰氧基。
[0157]
在第十四实施方案中,本公开提供了根据第八实施方案至第十三实施方案中任一项所述的方法,其中所述基底包含磨料颗粒。
[0158]
在第十五实施方案中,本公开提供了一种磨料颗粒,所述磨料颗粒的外表面具有共价结合到其上的粘合改性层,其中所述粘合改性层包含增粘剂和共价结合到所述磨料颗粒的所述外表面的羟基基团的反应产物,其中所述增粘剂包含以下物质的至少一种开环加合物:
[0159]
a)具有至少两个环氧基团的聚环氧化合物;
[0160]
b)由下式表示的氨基硅烷
[0161]
hnr
1
r
2
[0162]
其中r
1
和r
2
独立地表示-z-sil
3
,其中每个z独立地表示具有1至12个碳原子的二价连接基团,并且其中每个l独立地表示可水解基团,以及
[0163]
c)由下式表示的异氰酰基硅烷
[0164]
o=c=n-z-sil
3
[0165]
其中z和l和先前定义的相同。
[0166]
在第十六实施方案中,本公开提供了根据第十五实施方案所述的磨料颗粒,其中所述聚环氧化合物包括n,n-二缩水甘油基-4-缩水甘油氧基苯胺或4,4
′-
亚甲基双(n,n-二缩水甘油基苯胺)中的至少一种。
[0167]
在第十七实施方案中,本公开提供了根据第十五实施方案或第十六实施方案所述的磨料颗粒,其中在平均的基础上,所述聚环氧化合物的不超过一半的环氧基团与所述氨基硅烷反应。
[0168]
在第十八实施方案中,本公开提供了根据第十五实施方案至第十七实施方案中任一项所述的磨料颗粒,其中每个l独立地选自甲氧基、乙氧基和乙酰氧基。
[0169]
在第十九实施方案中,本公开提供了根据第十五实施方案至第十八实施方案中任一项所述的磨料颗粒,其中所述磨料颗粒包含氧化铝。
[0170]
在第二十实施方案中,本公开提供了一种树脂粘结磨具制品,所述树脂粘结磨具制品包含被保持在粘结剂材料中的多个根据第十五实施方案至第十九实施方案中任一项所述的磨料颗粒。
[0171]
在第二十一实施方案中,本公开提供了根据第二十实施方案所述的树脂粘结磨具制品,其中所述粘结剂材料包括酚醛树脂。
[0172]
在第二十二实施方案中,本公开提供了根据第二十实施方案或第二十一实施方案所述的树脂粘结磨具制品,其中所述树脂粘结磨具制品包括树脂粘结砂轮。
[0173]
在第二十三实施方案中,本公开提供了根据第二十实施方案或第二十一实施方案所述的树脂粘结磨具制品,其中所述树脂粘结磨具制品包括树脂粘结切割砂轮。
[0174]
在第二十四实施方案中,本公开提供了根据第二十实施方案至第二十三实施方案中任一项所述的树脂粘结磨具制品,其中在平均的基础上,所述聚环氧化合物的不超过一半的环氧基团与所述氨基硅烷反应。
[0175]
在第二十五实施方案中,本公开提供了根据第二十实施方案至第二十四实施方案中任一项所述的树脂粘结磨具制品,其中所述聚环氧化合物包括n,n-二缩水甘油基-4-缩水甘油氧基苯胺或4,4
′-
亚甲基双(n,n-二缩水甘油基苯胺)中的至少一种。
[0176]
在第二十六实施方案中,本公开提供了根据第二十实施方案至第二十五实施方案中任一项所述的树脂粘结磨具制品,其中r
1
和r
2
独立地表示-ch
2
ch
2
sil
3
或-ch
2
ch
2
ch
2
sil
3
。
[0177]
在第二十七实施方案中,本公开提供了根据第二十实施方案至第二十六实施方案中任一项所述的树脂粘结磨具制品,其中所述异氰酰基硅烷具有式o=c=n-ch
2
ch
2
ch
2
sil
3
或o=c=n-ch
2
ch
2
sil
3
。
[0178]
在第二十八实施方案中,本公开提供了根据第二十实施方案至第二十七实施方案中任一项所述的磨具制品,其中每个l独立地选自甲氧基、乙氧基和乙酰氧基。
[0179]
通过以下非限制性实施例,进一步示出了本公开的目的和优点,但在这些实施例中引用的具体材料及其量以及其它条件和细节不应视为对本公开的不当限制。
[0180]
实施例
[0181]
除非另有说明,否则实施例及本说明书其余部分中的所有份数、百分比、比等均以重量计。在这些实施例中,克缩写为“g”,并且除非另外指明,否则重量%意指基于总重量计的重量百分比。
[0182]
下表1列出了实施例中使用的各种材料。
[0183]
表1
[0184]
[0185][0186]
磨料颗粒sap的制备
[0187]
根据美国专利8,142,531(adefris等人)的实施例1的公开内容,通过在等边三角形聚丙烯模具腔中模制氧化铝溶胶-凝胶来制备实施例中的精确成形的α氧化铝磨料颗粒sap。此外,sap具有精细的(约0.5微米)氧化铝颗粒(hydral coat 5,得自宾夕法尼亚州匹兹堡市的安迈铝业(almatis,pittsburgh,pennsylvania))的涂层,该颗粒涂层根据美国专利no.5,213,591(celikkaya等人)的方法施加。
[0188]
增粘剂合成
[0189]
ap1:
[0190]
在100ml 3颈圆底烧瓶中,将6.90g dg、10.61g sil2和17.50g tol合并。然后在氮气气氛下,将混合物在70℃下连续混合至少24小时,以完成反应。将所得溶液转移到250ml单颈圆底烧瓶中,然后加入6.16g tsic和0.03g cat1。将混合物置于旋转蒸发仪上以从反应中除去挥发性溶剂。加速溶剂移除的典型水浴温度为50℃,并且最高真空水平小于10托。蒸发后,所得产物为略微粘稠的黄色液体,其中最小固体%为98%。
[0191]
ap2:
[0192]
在100ml 3颈圆底烧瓶中,将9.47g dg、8.03g sil1和17.50g tol合并。然后在氮气气氛下,将混合物在70℃下连续混合至少24小时,以完成反应。将所得溶液转移到250ml单颈圆底烧瓶中,然后加入8.44g tsic和0.03g cat1。将混合物置于旋转蒸发仪上以从反应中去除挥发性溶剂。加速溶剂移除的典型水浴温度为50℃,并且最高真空水平小于10托。蒸发后,所得产物为略微粘稠的黄色液体,其中最小固体%为98%。
[0193]
ap3:
[0194]
在100ml 3颈圆底烧瓶中,将8.68g md、8.82g sil2和17.50g tol合并。然后在氮气气氛下,将混合物在70℃下连续混合至少24小时,以完成反应。将所得溶液转移到250ml单颈圆底烧瓶中,然后加入5.12g tsic和0.03g cat1。将混合物置于旋转蒸发仪上以从反应中除去挥发性溶剂。加速溶剂移除的典型水浴温度为50℃,并且最高真空水平小于10托。蒸发后,所得产物为略微粘稠的黄色液体,其中最小固体%为98%。
[0195]
ap4:
[0196]
在100ml 3颈圆底烧瓶中,将11.24g md、6.27g sil1和17.50g tol合并。然后在氮气气氛下,将混合物在70℃下连续混合至少24小时,以完成反应。将所得溶液转移到250ml单颈圆底烧瓶中,然后加入6.58g tsic和0.03g cat1。将混合物置于旋转蒸发仪上以从反应中除去挥发性溶剂。加速溶剂移除的典型水浴温度为50℃,并且最高真空水平小于10托。蒸发后,所得产物为略微粘稠的黄色液体,其中最小固体百分比为98%。
[0197]
磨粒处理
[0198]
将一份cat2和100份增粘剂合并,并将所得溶液充分混合。将溶液以纯态施加到磨料颗粒上,不添加溶剂。典型的涂覆工艺在具有300g至500g磨料颗粒的1l玻璃广口瓶中进行。通过移液管,将催化剂添加的增粘剂溶液添加到磨粒中,同时用配备有金属双叶片搅拌器的机械搅拌器(ika eurostar 20数字搅拌器)连续混合磨粒。混合过程中机械搅拌器的典型rpm在300rpm至600rpm的范围内。继续混合磨粒直至获得均匀的涂层。在使用之前,使磨料颗粒在室温下静置10分钟至1个月。混合后的延长时间是为了允许ap1和磨料颗粒之间的缩合反应。用于实验的增粘剂的量为每100份磨料颗粒0.2份。对于每个ap1和ap2,涂布400g的sap1和200g的sap2。
[0199]
实施例1
[0200]
将rp(60g)添加到预共混的400g 0.2重量%的ap1涂覆的sap1和200g0.2重量%的ap1涂覆的sap2中,并且将该组合物在厨宝商业混合器(kitchenaid commercial mixer)(型号ksm c50s)中以速度1混合7分钟。然后将该混合物与321.5g的pp合并,并且再混合7分钟。在第二混合步骤的中间,向混合物中添加5ml po。
[0201]
比较例a
[0202]
重复实施例1,不同之处在于所使用的磨粒为400g的sap1和200g的sap2。
[0203]
比较例b
[0204]
重复实施例1,不同之处在于所使用的磨粒为400g 0.重量%的ap2涂覆的sap1和200g 0.2重量%的ap2涂覆的sap2。
[0205]
实施例2
[0206]
重复实施例1,不同之处在于所使用的磨粒为400g 0.2重量%的ap3涂覆的sap1和
200g 0.2重量%的ap2涂覆的sap3。
[0207]
比较例c
[0208]
重复实施例1,不同之处在于所使用的磨粒为400g 0.2重量%的ap4涂覆的sap1和200g 0.2重量%的ap4涂覆的sap2。
[0209]
磨具制品的制备
[0210]
将实施例1-2以及比较例a-c的混合物在环境条件下放置20小时。随后,通过14目筛网(+14/pan)筛选每种混合物,以去除凝聚物。scrim2的直径为125mm的圆盘放置在直径为125mm的模具腔的底部。模具具有23mm的内径。将来自实施例1的填充混合物(27.5g)铺展在scrim2的顶部。然后将scrim1放置在填充混合物的顶部上,并将700mm小直径的实验标签放置在稀松布的顶部上。将来自波兰亚斯沃镇(poland)的lumet ppuh的28mm
×
22.45mm
×
1.2mm的金属凸缘放置在每个标签顶部。关闭模具,并且在室温下以30吨的按压载荷(244.5kg/cm
2
)压制稀松布-填充-稀松布夹层3秒。每种混合物制成至少六个轮。压制之后,从模具中取出切割轮前体,并将其放置在铝板与ptfe薄板之间的堆叠上,以便在固化过程中保持形状。然后以30小时固化周期在堆叠中固化轮:2小时升至75℃、2小时升至90℃、5小时升至110℃、3小时升至135℃、3小时升至188℃、在188℃下保持13小时,然后2小时冷却至60℃。轮的最终厚度为大约0.053英寸(1.35mm)。
[0211]
切割试验方法
[0212]
固定一块40英寸(101.6cm)长、1/8英寸(3.2mm)厚的不锈钢薄板,其主表面相对于水平方向倾斜35度角。沿倾斜薄板的向下倾斜的顶部表面固定导轨。将dewalt d28114型4.5英寸(11.4厘米)/5英寸(12.7厘米)切割轮角度研磨机固定到导轨上,使得工具在重力作用下被沿向下路径导引。
[0213]
将用于评价的切割轮安装在该工具上,使得当切割轮工具被释放以在重力下沿轨道向下移位时,切割轮遇到不锈钢薄板的整个厚度。启动切割轮工具以使切割轮以12000rpm旋转,释放工具以使其开始下降,并且在60秒(一分钟切割)之后测量不锈钢薄板中所得切割的长度。在切割试验之前和之后测量切割轮的尺寸以确定磨损。将来自各实施例和比较例的六个切割轮原样进行试验,并且还在90%rh和90℉(32℃)环境室中老化14周且然后在50℃下调理2小时之后进行试验。
[0214]
一分钟切割被测量为切割轮一分钟内在不锈钢薄板上研磨的距离。磨损率是随轮切割时间而变的轮体积的损失。性能为一分钟切削长度除以磨损率。实施例1-2以及比较例a-c的切割测试结果报告于下表2中。与sil2结合使用的tsic示出原样制备的样品与老化样品之间的下降较少。
[0215]
表2
[0216][0217]
为了使本领域的普通技术人员能够实践受权利要求书保护的本公开而给出的前述说明不应理解为是对本公开范围的限制,本公开的范围由权利要求书及其所有等同形式限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips