
 商标分类
商标分类  商标转让
商标转让 
导电粘合剂的制作方法
 2021-02-02 14:02:29|
2021-02-02 14:02:29| 245|
245| 起点商标网
起点商标网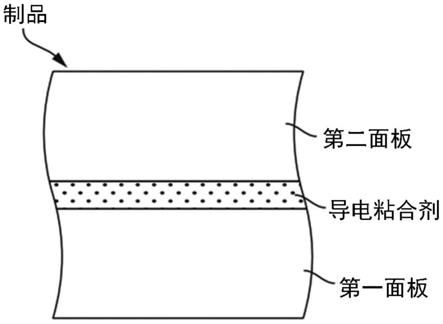
导电粘合剂
[0001]
相关申请
[0002]
本申请涉及于2018年3月28日提交的发明名称为“导电粘合剂”的美国临时申请no.62/649,054,并要求其优先权,出于所有目的,将其内容通过引用整体并入本文。
技术领域
[0003]
本发明总体上涉及一种导电粘合剂组合物,其包括分散在热固性树脂中的研磨的碳纤维和固化剂。本发明还总体上涉及一种制品,其包含通过导电粘合剂组合物粘接的至少两个组件,还涉及制备这种粘合剂和制品的方法。
[0004]
发明背景
[0005]
当使用粘合剂结合时,许多导电表面显示出良好的纵向或表面导电性,但是贯穿厚度的横向导电性差。因此,需要一种改进的导电粘合剂,用于结合导电表面并改善结合表面的贯穿厚度的横向导电性。
[0006]
发明概述
[0007]
一方面,提供了一种导电粘合剂组合物,其包含分散在热固性树脂中的研磨的碳纤维和固化剂。
[0008]
另一方面,提供了一种包含至少两个组件的制品,其中使用本发明的导电粘合剂组合物将第一组件的一部分粘接到第二组件的一部分。
[0009]
又另一方面,提供了一种翼梁帽(spar cap),其包括使用本发明的导电粘合剂组合物彼此粘接的多个纤维增强的树脂复合材料片材,其中每个纤维增强的树脂复合物材料片材包含50至80体积%的与粘结剂树脂融合的碳纤维,其中以体积%计的量是基于纤维增强的树脂复合材料片材的总体积。
[0010]
再另一方面,提供了一种方法,其包括以下步骤:将研磨的碳纤维分散在热固性树脂中以形成混合物,并向该混合物中添加固化剂,并任选地固化以形成导电粘合剂。
[0011]
附图的简要概述
[0012]
结合在本说明书中并构成本说明书的一部分的附图示出了本发明的一个(几个)实施方案,并且与说明书的书面描述一起用于解释本发明的某些原理。
[0013]
图1示出了根据本发明的各种实施方案的制造导电粘合剂的方法。
[0014]
图2示出了根据本发明的各种实施方案的另一种制造导电粘合剂的方法。
[0015]
图3示出了混合方法的不同导致的结果:无真空和有真空。
[0016]
图4示出了将本发明的导电粘合剂施加到面板表面上的方法。
[0017]
图5示出了根据本发明的各种实施方案的包括复合面板的示例性制品的一部分的截面图。
[0018]
图6示出了根据本发明的各种实施方案的包括复合面板的另一示例性制品的一部分的截面图。
[0019]
图7示出了根据本发明的各个实施方案的翼梁帽的一部分的示例性示意性截面图。
[0020]
图8示出了根据本发明的各个实施方案的翼梁帽的一部分的另一示例性示意性截面图。
[0021]
图9示出了用于根据ansi ansi/esd stm11.12测量贯穿厚度的导电性的示例性实验装置。
[0022]
图10示出了显示由两种不同的混合方法制成的包含通过本发明的导电粘合剂粘接的两个拉挤片的复合面板的贯穿厚度的导电性随填料含量变化的图,其中每个拉挤片包含20至80体积%的与乙烯基酯树脂融合的碳纤维。
[0023]
图11示出了显示包含通过本发明的导电粘合剂粘接的两个拉挤片的复合面板的贯穿厚度的导电性随填料含量变化的图,其中每个拉挤片包含20至80体积%的碳纤维。
[0024]
图12示出了显示由两种不同的混合方法制成的包含通过本发明的导电粘合剂粘接的两个拉挤片的复合面板的贯穿厚度的导电性随填料含量变化的图,其中每个拉挤片包含20至80体积%的与环氧树脂融合的碳纤维。
[0025]
图13示出了非导电粘合接缝(joint)和导电粘合接缝中的电击的结果。
[0026]
图14示出了根据本发明的各种实施方案的示例性c形截面的图片。
[0027]
发明详述
[0028]
尽管本文参考特定的实施方案说明和描述了本发明,但是本发明并不旨在受限于所示出的细节。相反,可以在与权利要求等同的范围和区间内,在不偏离本发明的情况下对细节作出各种修改。
[0029]
风能工业要求叶片的雷电防护,其中碳纤维增强的树脂复合材料已被广泛用于翼梁帽。产生的碳纤维增强的树脂复合材料通常使用不导电的粘结剂树脂以堆叠的形式结合在一起。由于碳纤维的很强的导电性各向异性以及这些碳纤维增强的树脂复合材料的单向平面丝束形式,这些碳纤维增强的树脂复合材料的纵向导电性可能比横向导电性高四个数量级。因此,由于这种各向异性,在受雷击时,高能电力将沿长度方向流动,但会沿横向形成电弧,这可能会导致温度升高,从而引起翼梁帽的分层或焚烧。因此,已经发现需要有效地增强形成翼梁帽的碳纤维增强的树脂复合材料的贯穿厚度的横向电导性。已经考虑了通过各种技术来提高材料的导电性,例如:
[0030]
·
在粘合剂中掺入纳米材料。但是,纳米材料很昂贵,并且在处理进一步增加的com时可能需要采取特殊的预防措施,因为粉状纳米材料在某些环境中可能被认为是有害材料。
[0031]
·
在粘合剂中掺入金属颗粒和/或金属涂覆的颗粒。
[0032]
·
提高预浸料材料而不是粘合剂的导电性。
[0033]
·
一些目标性的成膜。
[0034]
·
一些目标性的表面膜和处理。
[0035]
由于这些方法存在各种问题,替代方法对于提高粘合剂的导电性可能更有效且更具成本效益。此外,提高粘合剂的导电性提供了一种确保在翼梁帽中的片材的结合叠层的整个厚度上的电连续性的方法。本发明的目的是有效地提高粘合剂的导电性。
[0036]
本文公开了一种导电粘合剂组合物、包含通过该导电粘合剂组合物粘接的至少两个组件的制品及其制备方法。
[0037]
一方面,提供了一种导电粘合剂组合物,其包含分散在热固性树脂中的研磨的碳
纤维和固化剂。基于导电粘合剂组合物的总重量,研磨的碳纤维可以以2至40重量%,或1至50重量%的量存在。
[0038]
在一个实施方案中,粘合剂组合物的线性电导率在10-14
至10-10
西门子/cm的范围内。
[0039]
可以使用任何合适的研磨的碳纤维,无论它们是从原始的碳纤维或再循环的碳纤维中研磨而成的。在一个实施方案中,研磨的碳纤维是不含胶料的再循环的研磨的碳纤维。如本文所用,短语“不含胶料的再循环的研磨的碳纤维”是指在其生命周期中的某个时刻最终作为废物的碳纤维。再循环的研磨的碳纤维的纤维来源可以是被认为不适合用于连续或短切的纤维产品的纤维、在纤维的正常生产过程中被切断的纤维或者是在碳纤维中间产品的制造过程中留下的纤维。此外,在每次纤维生产运行结束时还留下一点纤维,其可以用作制造再循环的研磨的碳纤维的纤维来源。这些废弃的碳纤维在研磨和转化为研磨的碳纤维之前被除去了可能具有的任何胶料。
[0040]
在一个实施方案中,研磨的碳纤维具有约0.00155欧姆-厘米的电阻率。研磨的碳纤维可以具有5至10微米的平均直径,以及5至300微米的平均长度。在一个实施方案中,研磨的碳纤维可以具有7.2微米的平均直径和100微米的平均长度。可商购的研磨的碳纤维的合适实例包括但不限于:px35mf0150、px35mf0200,它们均可从zoltek corporation获得。
[0041]
可以使用任何合适的热固性树脂,包括但不限于环氧树脂、乙烯基酯树脂、酚醛树脂(例如,酚甲醛(pf)树脂、酚醛氯丁二烯、间苯二酚甲醛(rf))、不饱和聚酯、热固性聚氨酯、聚酰亚胺、双马来酰亚胺树脂、苯并噁嗪树脂、有机硅树脂及其任何组合、共聚物和/或衍生物中的至少一种。
[0042]
在一个实施方案中,热固性树脂是环氧树脂。可商购的热固性树脂的一些实例包括但不限于:可从sika corporation获得的sikadur wtg-1280part a;可从corporation获得的4w-komp a。
[0043]
在另一个实施方案中,固化剂包括胺官能团。可商购的固化剂的一些实例包括但不限于:可从sika corporation获得的sikadur wtg-1050part b;和可从corporation获得的4w-komp b。
[0044]
在另一个实施方案中,热固性树脂和固化剂可以作为两组分粘合剂套件获得。可商购的两组分粘合剂套件的一些实例包括但不限于:可从sika corporation获得的sikadur wtg-1280;和可从corporation获得的4w。
[0045]
在一个实施方案中,本发明的导电粘合剂组合物适用于风力叶片(wind blade)结合应用。
[0046]
本公开的导电粘合剂可用于除了翼梁帽之外的各种导电粘结应用,例如将翼梁帽连接到作为用于叶片的雷电保护系统的一部分的主引下线(down conductor)电缆的电缆连接。
[0047]
制备粘合剂组合物的方法
[0048]
一方面,提供了一种方法,其包括以下步骤:将研磨的碳纤维分散在热固性树脂中以形成混合物,向该混合物中添加固化剂,然后充分混合并任选地固化以形成导电粘合剂。任何合适的机械手段均可用于将研磨的碳纤维分散在热固性树脂中以形成混合物的步骤。
在一个实施方案中,将固化剂添加到混合物中并混合的步骤在空气中或在惰性环境下进行。在另一个实施方案中,将固化剂添加到混合物中并混合的步骤在真空下进行。每个混合步骤所需的时间将取决于组成和机械手段,并且可以在30秒至60分钟的范围内。
[0049]
制品
[0050]
另一方面,提供了一种包含至少两个组件的制品,其中使用如上文所公开的导电粘合剂组合物将第一组件的一部分粘接到第二组件的一部分。
[0051]
任何合适的材料都可以用于组件。在一个实施方案中,至少两个组件中的至少一个包含纤维增强的树脂复合材料。纤维增强的树脂复合材料可包括纤维和粘结剂树脂。
[0052]
在纤维增强的树脂复合材料的一个实施方案中,纤维是碳纤维。在另一个实施方案中,纤维是导电施胶纤维。
[0053]
在又一个实施方案中,纤维增强的树脂复合材料包含与粘结剂树脂融合的碳纤维。
[0054]
根据本发明的纤维增强的树脂复合材料可以由本领域已知的任何粘结剂树脂形成并基于本领域已知的任何粘结剂树脂。
[0055]
作为热固性(共)聚合物的粘结剂树脂的非限制性实例包括不饱和聚酯、环氧树脂、乙烯基酯树脂、酚醛树脂、热固性聚氨酯、聚酰亚胺、双马来酰亚胺树脂、苯并噁嗪树脂和有机硅树脂。
[0056]
作为热塑性(共)聚合物的粘结剂树脂的非限制性实例包括聚烯烃、环状聚烯烃、丙烯腈丁二烯苯乙烯、聚氯乙烯、聚苯乙烯、热塑性聚酯、聚乙烯醇、聚甲基丙烯酸甲酯、苯乙烯马来酸酐、聚甲醛(缩醛)、热塑性聚氨酯、聚对苯二甲酸乙二醇酯、聚对苯二甲酸丙二醇酯、聚对苯二甲酸丁二醇酯、聚酰胺、聚碳酸酯、聚乙烯吡咯烷酮、聚四氟乙烯、聚砜、聚醚砜、聚苯硫醚、聚醚酰亚胺、聚酰胺-酰亚胺、聚醚醚酮和聚芳醚酮,包括合金和共混物。
[0057]
在一个实施方案中,纤维增强的树脂复合材料为拉挤片、织物或预浸料的形式。在另一个实施方案中,拉挤片形式的纤维增强的树脂复合材料包括与粘合剂树脂融合的平面丝束形式的碳纤维。在又一个实施方案中,纤维增强的树脂复合材料为织物形式,其中纤维为多向织物、单向织物或机织物。
[0058]
在一个实施方案中,纤维增强的树脂复合材料包括以下中的至少一种:20至80体积%的纤维增强材料(reinforcement)和乙烯基酯树脂、20至80体积%的纤维增强材料和聚酯树脂或者20至80体积%的纤维增强材料和环氧树脂,其中以体积%表示的量是基于纤维增强的树脂复合材料的总体积。
[0059]
在一个实施方案中,纤维增强的树脂复合材料为拉挤片、灌注树脂的织物、预浸渍带或片状模塑料(molding compound)的形式。在拉挤的形式中,基于纤维增强的树脂复合材料的总体积,纤维可以以40至80体积%,或优选60至72体积%的量存在。在拉挤的形式中,基于纤维增强的树脂复合材料的总体积,纤维可以以40至80体积%,或优选60至72体积%的量存在。在预浸料形式中,基于纤维增强的树脂复合材料的总体积,纤维可以以40至80体积%,或优选54至61体积%的量存在。在灌注树脂的织物形式中,基于纤维增强的树脂复合材料的总体积,纤维可以以40至80体积%,或优选48至59体积%的量存在。
[0060]
纤维增强的树脂复合材料还可以包括本领域已知的用于增强复合材料(例如聚合物复合材料)的任何填料和/或颗粒。这种颗粒的实例包括但不限于滑石、碳酸钙、氢氧化
铝、氧化钛和二氧化硅。
[0061]
制品
[0062]
一方面,提供了一种制品,其包含使用导电粘合剂组合物彼此粘接的至少两个组件,其中该至少两个组件中的至少一个包括如上文所公开的纤维增强的树脂复合材料。
[0063]
图5示出了根据本发明的各种实施方案的包括复合面板的示例性制品的一部分的截面图。示例性的复合面板包括两个组件,使用设置在第一组件和第二组件之间并与之接触的导电粘合剂组合物将第一组件与第二组件粘接。在一个实施方案中,两个组件中的至少一个包含纤维增强的树脂复合材料。
[0064]
图6示出了包括复合面板的另一示例性制品的一部分的截面图,该复合面板包括使用本发明的导电粘合剂组合物彼此粘结的多个面板。如图6所示,示例性的复合面板包括至少四个面板,使用设置在每个面板之间并与之接触的导电粘合剂组合物将第一面板粘接到第二面板,将第二面板粘接到第三面板,将第三面板粘接到第四面板。在一个实施方案中,面板被堆叠在彼此的顶部上,使得至少一个边缘倾斜并且具有斜率。在一个实施方案中,多个面板中的至少一个包含纤维增强的树脂复合材料。
[0065]
本发明的复合面板可以具有任何合适的厚度,例如在0.5至30mm的范围内。
[0066]
在一个实施方案中,该制品是翼梁帽,其包括使用本发明的导电粘合剂组合物彼此粘接的多个纤维增强的树脂复合材料片材。图10示出了翼梁帽的一部分的示意性截面图。
[0067]
图7示出了根据本发明的各种实施方案的翼梁帽的一部分的示例性示意性截面图。特别地,图7示出了翼梁帽中的结合的板的构造。
[0068]
图8示出了根据本发明的各种实施方案的翼梁帽的一部分的另一个示例性示意性截面图。特别地,图8示出了使用导电粘合剂来覆盖一个板的倒角区域的端部以及倒角的板和相邻的板的周围表面区域。
[0069]
在翼梁帽的一个实施方案中,纤维增强的树脂复合材料片材包含20至80体积%的与乙烯基酯树脂融合的碳纤维。在翼梁帽的另一个实施方案中,纤维增强的树脂复合材料片材包含20-80体积%的与环氧树脂融合的。在翼梁帽的另一个实施方案中,纤维增强的树脂复合材料片材包含20至80体积%的与聚酯树脂融合的。在翼梁帽的又一个实施方案中,多个纤维增强的树脂复合材料片材中的至少一个是拉挤片,基于纤维增强的树脂复合材料的总体积,其包含40至80体积%,优选60至72体积%的纤维。
[0070]
在一个实施方案中,提供了包含至少两个组件的制品,其中通过本公开的导电粘合剂第一组件的一部分粘接至第二组件的一部分。在一个实施方案中,制品是翼梁帽,并且该两个组件形成倒角区域。在另一个实施方案中,制品还包括设置在至少两个组件中的至少一个上的导电粘合剂。在又一个实施方案中,导电粘合剂延伸超出倒角区域,到相邻组件的两个表面上。
[0071]
相信使用本申请的导电粘合剂组合物可以在粘接的纤维增强的树脂复合材料片材之间保持导电性,从而使电弧现象最小化。与在纤维增强的树脂复合材料片材之间不具有导电夹层的那些相比,本发明所得到的翼梁帽将具有显著更高的耐雷击性。
[0072]
制造复合面板的方法
[0073]
一方面,提供了一种方法,其包括将导电粘合剂施加到第一面板的表面的一部分
上;并将第二面板粘接至第一面板,使得导电粘合剂被设置在第一面板和面板之间以形成复合面板。可以使用任何合适的方法来施加粘合剂,包括但不限于喷涂、幅材涂覆、轮涂或刷涂。施加方法基于导电粘合剂的具体组成、面板的性质和生产要求。该方法可以进一步包括固化复合面板。取决于粘合剂组合物中存在的固化剂的性质,可以以热或光化学方式进行固化。固化可以在空气、惰性环境或真空中进行。
[0074]
在一个实施方案中,第一面板或第二面板中的至少一个包含如上文所公开的纤维增强的树脂复合材料。
[0075]
一方面,该方法可以进一步包括形成拉挤片或灌注树脂的织物、或预浸渍带(预浸料,用热塑性树脂或热固性树脂浸渍)或片状模塑料(smc)形式的纤维增强的树脂复合材料。在一个实施方案中,形成纤维增强的树脂复合材料的步骤可以包括将纤维布置到织物中,并且用粘结剂树脂灌注该织物以形成灌注树脂的织物或预浸料。在另一实施方案中,形成纤维增强的树脂复合材料的步骤可以包括将纤维布置成平面丝束形式,用粘结剂树脂灌注平面丝束形式,并拉挤灌注树脂的平面丝束形式以形成拉挤片。
[0076]
在另一个实施方案中,形成纤维增强的树脂复合材料的步骤可以包括将纤维和织物的组合布置成结构横截面形式,用粘结剂树脂灌注该结构横截面形式,并拉挤灌注树脂的结构横截面形式,以产生拉挤的结构截面(例如c形截面、j形截面或π形截面)。图14示出了根据本发明的各种实施方案的示例性c形截面的图片。
[0077]
在另一个实施方案中,形成纤维增强的树脂复合材料的步骤可以包括将多个短切纤维或多个连续纤维中的至少一种与粘结剂树脂混合,以及将得到的组合物压制成型或注塑成制品。
[0078]
在另一个实施方案中,该方法可以包括制造翼梁帽形式的复合面板的步骤。
[0079]
在一个实施方案中,本发明的导电粘合剂组合物适合用于风力叶片应用中。
[0080]
本发明的导电粘合剂组合物在粘接至少两个组件中的使用提供了优于常规粘合剂的若干优点,包括但不限于:
[0081]
·
低成本,因为如现有技术中所公开的那样,磨碎的纤维比纳米材料便宜得多。纳米颗粒的特征尺寸在该应用是不需要的,因此将是不必要的成本负担。此外,研磨的碳纤维的粉末形式无需采取特殊预防措施。相反,在某些环境中,粉状纳米材料可能被视为有害材料。
[0082]
·
由于纵横比高,研磨的纤维为粘合剂带来了一些结构/机械益处。
[0083]
·
研磨的碳纤维确保与要结合的碳面板完美兼容。
[0084]
·
需要相对较低水平的研磨的碳纤维以确保贯穿碳面板的堆叠的厚度的电连续性,如图7至9所示。
[0085]
·
对于2-部分粘合剂,可以将研磨的纤维预混到a部分(树脂组分)中,从而为使用者提供2部分导电粘合剂。因此,当混合和使用2部分导电粘合剂时,使用者将保持通用的过程。此外,这能够实现使用自动混合管式施涂器进行使用点混合。
[0086]
·
对于风力叶片制造应用,使用已经使用的两部分式粘合剂保持了对工艺的熟悉程度、机械结合性能和处理特性。
[0087]
·
与所有其他已知方法相比,本发明公开了研磨的碳纤维作为导电填料的用途。通过在所获得的碳复合材料的层压中使用所得的导电粘合剂,在风力涡轮机叶片的雷击事
件中,导电性降低了层之间的电闪。
[0088]
更具体地,以下代表本发明的特定实施方案:
[0089]
1.一种导电粘合剂组合物,其包含:
[0090]
a)分散在热固性树脂中的研磨的碳纤维;和
[0091]
b)固化剂。
[0092]
2.根据实施方案1所述的导电粘合剂组合物,其中所述热固性树脂是环氧化物树脂。
[0093]
3.根据实施方案1或2所述的导电粘合剂组合物,其中所述固化剂包含胺官能团。
[0094]
4.根据前述实施方案中任一项所述的导电粘合剂组合物,其中所述热固性树脂包含环氧树脂、乙烯基酯树脂、酚醛树脂、不饱和聚酯、热固性聚氨酯、聚酰亚胺、双马来酰亚胺树脂、苯并噁嗪树脂、有机硅树脂以及它们的任何组合、共聚物和/或衍生物中的至少一种。
[0095]
5.根据前述实施方案中任一项所述的导电粘合剂组合物,其中基于导电粘合剂组合物的总重量,所述研磨的碳纤维以1至20重量%的量存在。
[0096]
6.根据前述实施方案中任一项所述的导电粘合剂组合物,其中所述研磨的碳纤维具有5至10微米的平均直径和1至300微米的平均长度。
[0097]
7.根据前述实施方案中任一项所述的导电粘合剂组合物,其中所述粘合剂组合物的线性电导率为10-14
至10-10
西门子/cm。
[0098]
8.根据前述实施方案中任一项所述的导电粘合剂组合物,其中所述研磨的碳纤维不含胶料。
[0099]
9.根据前述实施方案中任一项所述的导电粘合剂组合物,其中所述研磨的碳纤维是不含胶料的原始的或再循环的研磨的碳纤维。
[0100]
10.一种制品,其包含至少两个组件,其中使用根据实施方案1至9中任一项所述的导电粘合剂组合物将第一组件的一部分粘接到第二组件的一部分。
[0101]
11.根据实施方案10所述的制品,其中所述至少两个组件中的至少一个包含纤维增强的树脂复合材料。
[0102]
12.根据实施方案11所述的制品,其中所述纤维增强的树脂复合材料包含与粘结剂树脂融合的碳纤维。
[0103]
13.根据实施方案10所述的制品,其中所述至少两个组件中的至少一个为拉挤片、灌注树脂的织物、预浸渍带或片状模塑料的形式。
[0104]
14.根据实施方案12所述的制品,其中所述拉挤片包含与粘结剂树脂融合的平面丝束形式的碳纤维。
[0105]
15.根据实施方案12所述的制品,其中所述粘结剂树脂包含热固性粘结剂树脂,所述热固性粘结剂树脂选自不饱和聚酯、环氧树脂、乙烯基酯树脂、酚醛树脂、热固性聚氨酯、聚酰亚胺、双马来酰亚胺树脂、苯并噁嗪树脂和有机硅树脂。
[0106]
16.根据实施方案12所述的制品,其中所述粘结剂树脂包含热塑性粘结剂树脂,所述热塑性粘结剂树脂选自聚烯烃、环状聚烯烃、丙烯腈丁二烯苯乙烯、聚氯乙烯、聚苯乙烯、热塑性聚酯、聚乙烯醇、聚甲基丙烯酸甲酯、苯乙烯马来酸酐、聚甲醛(缩醛)、热塑性聚氨酯、聚对苯二甲酸乙二醇酯、聚对苯二甲酸丙二醇酯、聚对苯二甲酸丁二醇酯、聚酰胺、聚碳
酸酯、聚乙烯吡咯烷酮、聚四氟乙烯、聚砜、聚醚砜、聚苯硫醚、聚醚酰亚胺、聚酰胺-酰亚胺、聚醚醚酮和聚芳醚酮,包括合金和共混物。
[0107]
17.根据实施方案13中任一项所述的制品,其中所述织物包含多向织物、单向织物或机织物。
[0108]
18.根据实施方案13所述的制品,其中所述拉挤片包括以下中的至少一种:
[0109]
a)20至80体积%的与乙烯基酯树脂融合的碳纤维,或
[0110]
b)20至80体积%的与环氧树脂融合的碳纤维,
[0111]
其中以体积%表示的量是基于纤维增强的树脂复合材料的总体积。
[0112]
19.一种翼梁帽,其包含使用根据实施方案1至9中任一项所述的粘合剂组合物彼此粘接的多个纤维增强的树脂复合材料片材,
[0113]
其中每个纤维增强的树脂复合材料片材包含50至80体积%的与粘结剂树脂融合的碳纤维,其中以体积%表示的量是基于纤维增强的树脂复合材料片材的总体积。
[0114]
20.根据实施方案19所述的翼梁帽,其中所述纤维增强的树脂复合材料片材包含20至80体积%的与乙烯基酯树脂融合的碳纤维。
[0115]
21.根据实施方案19所述的翼梁帽,其中所述纤维增强的树脂复合材料片材包含20至80体积%的与环氧树脂融合的碳纤维。
[0116]
22.一种方法,其包括:
[0117]
a)将研磨的碳纤维分散在热固性树脂中以形成混合物;和
[0118]
b)向所述混合物中添加固化剂,并任选地固化以形成导电粘合剂。
[0119]
23.根据实施方案22所述的方法,其中将研磨的碳纤维分散在热固性树脂中以形成混合物的步骤是机械完成的。
[0120]
24.根据实施方案23所述的方法,其中向所述混合物中添加固化剂的步骤进一步包括在真空下混合。
[0121]
25.根据实施方案22至24中任一项所述的方法,其进一步包括:
[0122]
a)将导电粘合剂施加到第一组件表面的一部分上;和
[0123]
b)将第二组件粘接到第一组件,从而将导电粘合剂设置在第一组件和第二组件之间以形成复合面板。
[0124]
26.根据实施方案25所述的方法,其中所述第一或第二组件中的至少一个包含纤维增强的树脂复合材料。
[0125]
27.根据实施方案26所述的方法,其中所述纤维增强的树脂复合材料包含与粘结剂树脂融合的碳纤维。
[0126]
28.根据实施方案26所述的方法,其中所述纤维增强的树脂复合材料为拉挤片、灌注树脂的织物、预浸渍带或片状模塑料的形式。
[0127]
29.根据实施方案28所述的方法,其中所述拉挤片包含与粘结剂树脂融合的平面丝束形式的碳纤维。
[0128]
30.根据实施方案27所述的方法,其中所述粘结剂树脂包含热固性粘结剂树脂,所述热固性粘结剂树脂选自不饱和聚酯、环氧树脂、乙烯基酯树脂、酚醛树脂、热固性聚氨酯、聚酰亚胺、双马来酰亚胺树脂、苯并噁嗪树脂和有机硅树脂。
[0129]
31.根据实施方案27所述的方法,其中所述粘结剂树脂包含热塑性粘结剂树脂,所
述热塑性粘结剂树脂选自聚烯烃、环状聚烯烃、丙烯腈丁二烯苯乙烯、聚氯乙烯、聚苯乙烯、热塑性聚酯、聚乙烯醇、聚甲基丙烯酸甲酯、苯乙烯马来酸酐、聚甲醛(缩醛)、热塑性聚氨酯、聚对苯二甲酸乙二醇酯、聚对苯二甲酸丙二醇酯、聚对苯二甲酸丁二醇酯、聚酰胺、聚碳酸酯、聚乙烯吡咯烷酮、聚四氟乙烯、聚砜、聚醚砜、聚苯硫醚、聚醚酰亚胺、聚酰胺-酰亚胺、聚醚醚酮和聚芳醚酮,包括合金和共混物。
[0130]
32.根据实施方案28所述的方法,其中所述织物包含多向织物、单向织物或机织物。
[0131]
33.根据实施方案28所述的方法,其中基于纤维增强的树脂复合材料的总体积,所述拉挤片包含20至80体积%的碳纤维。
[0132]
34.根据实施方案28所述的方法,其中所述纤维增强的树脂复合材料为拉挤片的形式,所述拉挤片包含20至80体积%的与乙烯基酯树脂融合的碳纤维。
[0133]
35.根据实施方案28所述的方法,其中所述纤维增强的树脂复合材料为拉挤片的形式,所述拉挤片包含20至80体积%的与环氧树脂融合的碳纤维。
[0134]
36.根据实施方案25至35中任一项所述的方法,其中所述复合面板为翼梁帽的形式。
[0135]
37.一种制品,其包含至少两个组件,其中通过根据实施方案1至9中任一项所述的导电粘合剂将第一组件的一部分粘接到第二组件的一部分。
[0136]
38.根据实施方案37所述的制品,其中所述制品是翼梁帽,并且其中所述两个组件形成倒角区域。
[0137]
39.根据实施方案37所述的制品,其还包括设置在所述至少两个组件中的至少一个上的导电粘合剂。
[0138]
40.根据实施方案38所述的制品,其中所述导电粘合剂延伸超出所述倒角区域,到相邻组件的两个表面上。
[0139]
将通过以下实施例进一步解释本发明,这些实施例旨在纯粹作为本发明的示例,不应被视为以任何方式限制本发明。
实施例
[0140]
所用材料:
[0141]
从sika corporation获得以sikadur wtg-1280(a部分)可得的热固性环氧树脂和以sikadur wtg-1050(b部分)可得的固化剂。从zoltek corporation获得zoltek px35 mf200研磨的纤维(长度约5μm至150μm,直径约7μm)。所有材料均按原样使用。
[0142]
所用的拉挤的组成(profile):
[0143]
在以下实施例中使用的拉挤片材的组成:
[0144]
·
62%纤维体积分数(fvf)的碳纤维和38%的乙烯基酯
[0145]
·
72%fvf的碳纤维和28%的环氧树脂
[0146]
测试方法:
[0147]
可以使用prs-801电阻系统或类似的仪器以及prostat prf-911同心环或类似的装置,根据ansi ansi/esd stm11.12,由电阻来确定体积(贯穿厚度)电导率,如图9所示。
[0148]
基本流程:
[0149]
步骤1:如图1和2所示的制造导电粘合剂的方法
[0150]
将研磨的碳纤维(px35 mf200)混合到两部分粘合剂的热固性环氧树脂(a部分,sikadur wtg-1280)中。基于粘合剂组合物的总重量,以2至37.5重量%的范围内的各种量添加研磨的碳纤维。进行混合直到两种组分完全组合以形成均匀的混合物。然后,按照制造商的说明,将固化剂/硬化剂部分(b部分,sikadur wtg-1050)以50:50的比例添加到a部分/研磨的纤维混合物中,并混合直至完全组合以形成导电粘合剂。
[0151]
如图1和2所示,将a部分/研磨的纤维混合物与b部分混合的步骤可以在空气中或部分在真空下进行。图3示出了在空气中进行混合时与在真空下进行a部分/研磨的纤维混合物与b部分的混合步骤之间的差异。从图3清楚可见,与在空气中进行混合时相比,在真空下混合具有某些优点,例如均匀混合且没有气泡。气泡可能不利于在面板上获得薄而均匀的粘合剂层。
[0152]
步骤2:制造如图4至6所示的复合面板的方法
[0153]
如图4所示,通过首先将完全混合的导电粘合剂作为薄的均匀层施加在第一拉挤板(62%vf乙烯基酯或72%vf环氧树脂)中之一的一侧上,形成拉挤的复合面板。然后,将第二拉挤板放置在第一拉挤板的粘合剂层的上方,形成如图5所示的拉挤的复合面板的结合堆叠。
[0154]
如图6所示,根据期望的面板数,可以继续进行施加导电粘合剂的薄层并添加随后的板以形成拉挤的复合面板的结合堆叠的过程。
[0155]
在粘合剂供应商推荐的真空固化周期下,将拉挤的复合面板的结合堆叠在70℃真空下固化5小时。
[0156]
对复合面板进行电导率测试,以证实在整个堆叠的厚度中导电性都有显著提高,如图10至12所示。
[0157]
图10示出了显示通过两种不同的混合方法(常规混合与使用resodyn labram模型resonant混合器(ram)进行的混合)制成的包含通过本发明的导电粘合剂粘接的两个拉挤片的复合面板的贯穿厚度的导电性随填料含量变化的图,其中每个拉挤片包含62体积%的与乙烯基酯树脂融合的碳纤维。从图10中可以看出,与在空气中进行的混合相比,使用resonant混合器形成的复合面板的电导率更低,尽管在真空下进行混合导致均匀的混合物且不产生气泡。这种差异是由于b部分的一部分粘附在labram混合器的壁上,导致固化剂/硬化剂部分(b部分,sikadur wtg-1050)与a部分/研磨的纤维混合物的含量比不同于供应商所建议的50:50的比例。
[0158]
图11示出了显示包含通过本发明的导电粘合剂粘接的两个拉挤片的复合面板的贯穿厚度的导电性随填料含量变化的图,其中每个拉挤片包含62体积%的碳纤维。
[0159]
图12示出了显示由两种不同的混合方法制成的包含通过本公开的各种实施方案的导电粘合剂粘接的两个拉挤片的复合面板的贯穿厚度的导电性随填料含量变化的图,其中每个拉挤片包含72体积%的与环氧树脂融合的碳纤维。
[0160]
图11和图12显示,与纤维增强的复合材料的组成无关,与净粘合剂相比,粘合剂组合物在贯穿堆叠测量的电导率方面提供令人惊讶且显著的增加,并且接近单一面板(单一组成)的电导率。
[0161]
图13比较了使用导电粘合剂对两个板的倒角区域的影响。图13中的第一幅图显示了被电能冲击时非导电接缝的结果。能量从一个板(a)的附近表面到第二个板(b)的附近表面以及贯穿非导电粘合剂层本身产生电弧。
[0162]
图13中的第二幅图显示了相同的电冲击在导电结合的接缝中的结果。在这幅图中,电能仅使用从两个板的附近表面到附近表面的路径产生电弧。如图13所示,导电接缝没有显示来自冲击的损伤。将导电粘合剂施加到与接缝和倒角相邻的每个板的表面区域的方法将减少在接缝附近产生电弧的可能性。
[0163]
对于本领域的技术人员将显而易见的是,在不脱离本发明的范围或精神的情况下,可以对本发明的实施进行各种修改和变型。通过考虑本发明的说明书和实践,本发明的其他实施方案对于本领域技术人员将是显而易见的。期望说明书和实施例仅被认为是示例性的,本发明的真实范围和精神由所附权利要求书来指示。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips