
 商标分类
商标分类  商标转让
商标转让 
一种铝箔热熔胶膜的制作方法
 2021-02-02 14:02:35|
2021-02-02 14:02:35| 275|
275| 起点商标网
起点商标网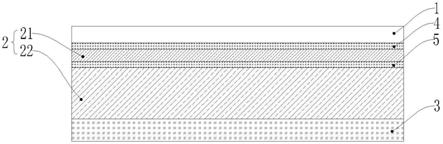
[0001]
本实用新型涉及热熔胶膜的技术领域,特别是一种铝箔热熔胶膜。
背景技术:
[0002]
目前铝箔热熔胶膜在压线前需要进行冲切,在冲切过程中,切刀下压铝箔热熔胶膜,在受力的作用下,切面处的铝箔下陷,在切刀上升后又在反弹力的作用下铝箔上升,在这种情况下,由于铝箔硬度大,铝箔粘合不紧,在反弹力作用下出现铝箔层与热熔胶膜上的聚对苯二甲酸乙酯层分离的情况,但如果用相对软的铝箔层复合,又会由于铝箔硬度不够,在铝箔热熔胶膜折叠时出现开裂情况发生。
技术实现要素:
[0003]
针对上述缺陷,本实用新型的目的在于提出一种铝箔热熔胶膜,解决铝箔热熔胶膜在冲切过程中铝箔层与聚对苯二甲酸乙酯层分离的问题。
[0004]
为达此目的,本实用新型采用以下技术方案:
[0005]
一种铝箔热熔胶膜,包括铝箔层、聚对苯二甲酸乙酯层和底胶层;所述铝箔层的下表面与所述聚对苯二甲酸乙酯层通过第一复合胶层连接;所述聚对苯二甲酸乙酯层的下表面与所述底胶层连接;所述聚对苯二甲酸乙酯层包括聚对苯二甲酸乙酯薄层和聚对苯二甲酸乙酯厚层,所述聚对苯二甲酸乙酯薄层设置于所述铝箔层的下表面,所述聚对苯二甲酸乙酯薄层的下表面与所述聚对苯二甲酸乙酯厚层通过第二复合胶层连接。
[0006]
进一步的,所述第一复合胶层为饱和聚酯树脂抗静电层。
[0007]
进一步的,所述第二复合胶层为饱和聚酯树脂阻燃层。
[0008]
进一步的,所述底胶层为饱和聚酯树脂耐温层。
[0009]
进一步的,所述铝箔层的厚度为15-25μm。
[0010]
进一步的,所述聚对苯二甲酸乙酯薄层的厚度为10~15μm。
[0011]
进一步的,所述聚对苯二甲酸乙酯厚层的厚度为150~155μm。
[0012]
进一步的,所述第一复合胶层和所述第二复合胶层的厚度均为3~5μm。
[0013]
进一步的,所述底胶层的厚度为33~35μm。
[0014]
进一步的,所述铝箔层的厚度为20μm,所述聚对苯二甲酸乙酯薄层的厚度为12μm,所述聚对苯二甲酸乙酯厚层的厚度为150μm,所述第一复合胶层和所述第二复合胶层的厚度均为5μm,所述底胶层的厚度为33μm。
[0015]
本实用新型的有益效果:
[0016]
本实用新型根据上述内容提出一种铝箔热熔胶膜,在所述铝箔热熔胶膜中加入一层所述聚对苯二甲酸乙酯薄层,减小所述铝箔层在冲切中所受的反弹力,有效避免在冲切过程中所述铝箔层与所述聚对苯二甲酸乙酯层分离的问题发生。
附图说明
[0017]
图1是本实用新型的横截面剖视图。
[0018]
其中:铝箔层1、聚对苯二甲酸乙酯层2、聚对苯二甲酸乙酯薄层21、聚对苯二甲酸乙酯厚层22、底胶层3、第一复合胶层4、第二复合胶层5。
具体实施方式
[0019]
下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
[0020]
在本实用新型的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
[0021]
为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
[0022]
本实施例提出的一种铝箔热熔胶膜,包括铝箔层1、聚对苯二甲酸乙酯层2 和底胶层3;所述铝箔层1的下表面与所述聚对苯二甲酸乙酯层2通过第一复合胶层4连接;所述聚对苯二甲酸乙酯层2的下表面与所述底胶层3连接;所述聚对苯二甲酸乙酯层2包括聚对苯二甲酸乙酯薄层21和聚对苯二甲酸乙酯厚层 22,所述聚对苯二甲酸乙酯薄层21设置于所述铝箔层1的下表面,所述聚对苯二甲酸乙酯薄层21的下表面与所述聚对苯二甲酸乙酯厚层22通过第二复合胶层5连接。
[0023]
具体的,所述聚对苯二甲酸乙酯薄层21的上表面利用涂布工艺涂有所述第一复合胶层4,然后与所述铝箔层1进行复合,再利用涂布工艺在所述聚对苯二甲酸乙酯薄层21的下表面涂有所述第二复合胶层5,与所述聚对苯二甲酸乙酯厚层22进行复合,最后把所述底胶层3复合到所述聚对苯二甲酸乙酯厚层22 的下表面。在本申请中,所述铝箔热熔胶膜在所述铝箔层1的下表面复合了一层所述聚对苯二甲酸乙酯薄层21,能有效的减小所述铝箔层1在冲切过程中所受的反弹力,避免所述铝箔层1自身柔韧性差,在较大的反弹力作用下出现断裂的情况。
[0024]
进一步的,所述铝箔层1的下表面设有摩擦纹。
[0025]
具体的,所述摩擦纹由条形凹槽构成;所述铝箔层1的下表面设置有若干所述条形凹槽,若干所述条形凹槽可以是平行排列或者交叉设置,形成一定的纹路。在所述铝箔层1与所述聚对苯二甲酸乙酯薄层21通过所述第一复合胶层 4复合过程中,所述第一复合胶层4可以渗透入所述摩擦纹内,增大所述铝箔层 1与所述第一复合胶层4的接触面积,使所述
铝箔层1与所述聚对苯二甲酸乙酯薄层21粘合更紧密,避免所述铝箔层1与所述聚对苯二甲酸乙酯薄层21分离的情况发生。
[0026]
进一步的是,所述第一复合胶层4为饱和聚酯树脂抗静电层。
[0027]
具体的,本申请中增加了一层所述聚对苯二甲酸乙酯薄层21,在复合过程中由于所述聚对苯二甲酸乙酯薄层21在放卷后会产生大量静电,容易导致所涂的所述第一复合胶层4涂胶不均,在复合所述铝箔层1后再经过高温烘烤会出现大量的汽泡。因此,本申请中所述第一复合胶层4是现有涂料涂布而成,一般包括抗静电助剂、聚酯胶粘剂、丁酮和甲苯,使得所述第一复合胶层4具有良好的抗静电性能及剥离强度值,使所述剥离强度值大于3.5n/10mm;使所述铝箔热熔胶膜在冲切过程中减少静电,从而减少汽泡的产生,保证所述铝箔热熔胶膜的粘着力。
[0028]
进一步的是,所述第二复合胶层5为饱和聚酯树脂阻燃层。
[0029]
具体的,所述第二复合胶层5是现有涂料涂布而成,一般是添加有阻燃剂的饱和聚酯树脂,所述阻燃剂可以是溴系阻燃剂,增强所述铝箔热熔胶膜的阻燃性能,有效的预防火灾的发生。
[0030]
进一步的是,所述底胶层3为饱和聚酯树脂耐温层。
[0031]
具体的,所述底胶层3是现有涂料涂布而成,一般是添加有耐冷助剂的饱和聚酯树脂,所述耐冷助剂可以是玻璃化温度低于5摄氏度的聚脂,具有良好的粘着力及耐冷性能,使得所述铝箔热熔胶膜能在达到在-10℃的环境下剥离不出现胶层发亮的情况。
[0032]
进一步的是,所述铝箔层1的厚度为15-25μm。
[0033]
具体的,所述铝箔层1的厚度应在15-25μm之间,保证铝箔不会因硬度大,导致铝箔与所述聚对苯二甲酸乙酯层2粘合不紧,同时不会因铝箔过软,导致所述铝箔热熔胶膜在折叠时出现开裂情况。
[0034]
进一步的是,所述聚对苯二甲酸乙酯薄层21的厚度为10~15μm。
[0035]
具体的,所述聚对苯二甲酸乙酯薄层21的厚度设置于10~15μm之间,使得冲切过程中能有效的减小硬铝箔所受的反弹力,避免铝箔与所述聚对苯二甲酸乙酯层2开裂。
[0036]
进一步的是,所述聚对苯二甲酸乙酯厚层22的厚度为150~155μm。
[0037]
具体的,所述聚对苯二甲酸乙酯厚层22的厚度设置在150~155μm之间,能够有效的保证所述铝箔热熔胶膜整体的硬度,防止所述铝箔热熔胶膜过软导致所述铝箔热熔胶膜向中间翘起和弯曲。
[0038]
进一步的是,所述第一复合胶层4和所述第二复合胶层5的厚度均为3~5 μm。
[0039]
具体的,所述第一复合胶层4和所述第二复合胶层5的厚度均设置在3~5 μm之间,在保证所述第一复合胶层4和所述第二复合胶层5的粘紧力度的同时节约所述所述第一复合胶层4和所述第二复合胶层5的使用,避免铺张浪费。
[0040]
进一步的是,所述底胶层3的厚度为33~35μm。
[0041]
具体的,所述底胶层3的厚度设置在33~35μm之间,保证所述铝箔热熔胶膜的粘着力,避免所述底胶层3的厚度太薄,使得所述铝箔热熔胶膜与被贴膜的物件粘合不紧密,同时也避免所述底胶层3太厚导致的浪费。
[0042]
进一步的是,所述铝箔层1的厚度为20μm,所述聚对苯二甲酸乙酯薄层 21的厚度为12μm,所述聚对苯二甲酸乙酯厚层22的厚度为150μm,所述第一复合胶层4和所述第二复
合胶层5的厚度均为5μm,所述底胶层3的厚度为 33μm。
[0043]
具体的,本申请各层材料设置以上的最佳厚度,在避免浪费的同时,保证所述铝箔热熔胶膜的各项性能,如:所述聚对苯二甲酸乙酯薄层21的厚度为12 μm嫩能有效减小所述铝箔层1在冲切中所受的反弹力;所述铝箔层1的厚度为20μ能有效保证所述铝箔层1的硬度适中,不开裂不分离;所述第一复合胶层4和所述第二复合胶层5的厚度均为5μm,能保证所述第一复合胶层4和所述第二复合胶层5的粘紧力度,使所被粘合的两层薄膜粘合紧密;所述聚对苯二甲酸乙酯厚层22的厚度为150μm,所述底胶层3的厚度为33μm,能有效保证所述铝箔热熔胶膜整体的硬度和粘着力。
[0044]
以上结合具体实施例描述了本实用新型的技术原理。这些描述只是为了解释本实用新型的原理,而不能以任何方式解释为对本实用新型保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些方式都将落入本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips