
 商标分类
商标分类  商标转让
商标转让 
过程膜的制作方法
 2021-02-02 14:02:55|
2021-02-02 14:02:55| 385|
385| 起点商标网
起点商标网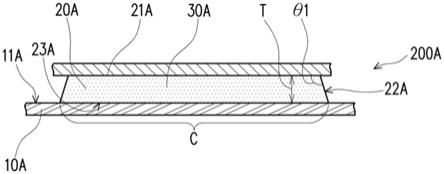
[0001]
本实用新型涉及一种过程膜,尤其涉及一种由圆刀模切机所切割出的过程膜。
背景技术:
[0002]
过程膜能够用于精密电子产品的生产,现有的电子产品例如笔记本电脑,其内部安装的电路板内组件较多,需要过程膜对组件(也就是被贴物)进行固定、支撑或保护,从而保证整个电路板在组装过程中的稳定性。
[0003]
然而,传统的过程膜大多使用平刀模切机以将基材分切成型。但是由于平刀模切机是单工位,因此还需要采用人工的方式,通过人员用定位孔将基材与离型层匹配组合,以得到最终的成品。上述人工组装的方式,由于压力不够,容易导致基材与离型层之间的贴附力不足,进而导致在实际应用中,当使用者自被贴物上移除过程膜(也就是基材与离型层匹配组合的成品)时,会出现反离型。反离型是指基材留在被贴物上,未与离型层一并被移除于被贴物的表面。
技术实现要素:
[0004]
本实用新型提供一种过程膜,其基材与离型层之间具有良好的贴附关系。
[0005]
本实用新型的一种过程膜贴附于被贴物的表面。过程膜包括基材以及离型层。基材具有第一面、第二面以及第三面,第一面位于第三面的相对面。第二面位于第一面以及第三面之间,其中第三面贴附于表面,且第一面与第二面之间具有第一夹角。离型层配置于第一面,其中当第三面与表面之间的接触面积大于或等于预设值时,第一夹角为钝角,当第三面与表面之间的接触面积小于预设值时,第一夹角为锐角,其中预设值大于或等于30平方毫米,且小于或等于40平方毫米。
[0006]
在本实用新型的实施例中,上述的第三面与第二面之间具有第二夹角。当第一夹角为钝角时,第二夹角为锐角。当第一夹角为锐角时,第二夹角为钝角。
[0007]
在本实用新型的实施例中,上述的基材还包括第四面,第四面位于第二面的相对面,第四面位于第一面以及第三面之间。第四面与第一面之间具有第三夹角。当第一夹角为钝角时,第三夹角为钝角。当第一夹角为锐角时,第三夹角为锐角。
[0008]
在本实用新型的实施例中,上述的第三面与第四面之间具有第四夹角。当第三夹角为钝角时,第四夹角为锐角。当第三夹角为锐角时,第四夹角为钝角。
[0009]
在本实用新型的实施例中,上述第一面、第二面、第三面与第四面依序相连,以构成具有梯形截面的基材。
[0010]
在本实用新型的实施例中,上述的基材的厚度介于0.6毫米至1毫米之间。
[0011]
在本实用新型的实施例中,预设值为35平方毫米。
[0012]
基于上述,本实用新型的过程膜包括基材以及离型层。基材具有第一面、第二面以及第三面,第一面位于第三面的相对面,第二面位于第一面以及第三面之间。此外,离型层配置于第一面,而第三面能够黏贴于被贴物的表面。当被贴物的面积大于或等于预设值时,
第一面与第二面之间的第一夹角为钝角。当被贴物的面积小于预设值时,第一面与第二面之间的第一夹角为锐角,而使离型层与基材之间具有良好且稳固的黏贴效果。
[0013]
为让本实用新型的上述特征和优点能更明显易懂,下文特举实施例,并配合附图作详细说明如下。
附图说明
[0014]
图1a至图1d是依照本实用新型的一实施例的一种过程膜的制作示意图;
[0015]
图2a至图2d是依照本实用新型的另一实施例的一种过程膜的制作示意图。
[0016]
附图标记说明:
[0017]
10a、10b:被贴物;
[0018]
11a、11b:表面;
[0019]
20、20a、20b:基材;
[0020]
21a、21b:第一面;
[0021]
22a、22b:第二面;
[0022]
23a、23b:第三面;
[0023]
24a、24b:第四面;
[0024]
30a、30b:离型层;
[0025]
110a、110b:刀模;
[0026]
200a、200b:过程膜;
[0027]
c:接触面积;
[0028]
t:厚度;
[0029]
θ1、θ1
’
:第一夹角;
[0030]
θ2、θ2
’
:第二夹角;
[0031]
θ3、θ3
’
:第三夹角;
[0032]
θ4、θ4
’
:第四夹角。
具体实施方式
[0033]
图1a至图1d是依照本实用新型的一实施例的一种过程膜的制作示意图。请先参考图1a,在本实施例中,通过圆刀模切机的刀模110a切割基材20。此处,基材20的厚度t为0.8毫米,但在其他实施例中,基材20的厚度t也可以是介于0.6毫米至1毫米之间,并不以此为限制。在本实施例中,基材20的材料为聚对苯二甲酸乙二酯(polyethylene terephthalate,pet),并不以此为限制。
[0034]
首先,根据被贴物10a(图1d)的尺寸,以决定圆刀模切机的切割方式。在本实施例中,被贴物10a(图1d)需要被固定、支撑或保护的部分为表面11a。表面11a的面积大于或等于预设值。因此,刀模110a采用正切的方式,以对基材20切割。在本实施例中,此预设值为35平方毫米。然而,本实用新型对此不作任何限制,只要此预设值大于或等于30平方毫米,且小于或等于40平方毫米即可。
[0035]
请参考图1b与图1c,在基材20通过刀模110a切割后,获得切割后的基材20a。在本实施例中,由于刀模110a具有尖角的刀锋形状,使得切割后的基材20a具有梯形截面。在本
实施例中,基材20a的第一面21a与第二面22a之间的第一夹角θ1为钝角。
[0036]
接着,将基材20a的料带送往圆刀模切机的上下滚筒处(未示出),需注意的是,离型层30a可通过定位孔而预先放置在圆刀模切机。
[0037]
在本实施例中,通过上下滚筒的滚压,强大的压合力量可以将离型层30a紧密地与基材20a的第一面21a(窄面)结合,以得到最终的成品,也就是得到过程膜200a。需注意的是,图1a与图1b仅示意地简单示出刀模,而仅供参考,其实际的数量以及尺寸比例不会与图1a与图1b所示相近,且圆刀模切机的操作与实施方式可以由所属技术领域的技术人员获致足够的教示、建议与实施说明,因此不再赘述。
[0038]
在本实施例中,离型层30a与第一面21a结合的方式例如是黏合。实际上,基材20a包括黏着层(未示出),黏着层(未示出)配置于彼此相对的第一面21a以及第三面23a。此处,黏着层(未示出)的厚度例如为0.1毫米,但并不以此为限制。一般来说,传统采用人工组装离型层与基材的方式为正向压力,较容易产生气泡。在本实施例中,通过滚动挤压的方式可以避免气泡的产生,使离型层与基材之间稳固地黏合。
[0039]
如此一来,通过圆刀模切机精准的工艺以及较大的压合力量,能够使离型层30a与基材20a之间具有良好且稳固的黏贴效果,且通过圆刀模切机本身多工位的优势,使得本实施例的过程膜200a的制作过程中省去了人工组装的步骤,具有极佳的便利性。
[0040]
请参考图1d,完成组装后的过程膜200a能够提供被贴物10a固定、支撑或保护的作用。在本实施例中,基材20a的第三面23a能够与被贴物10a的表面11a黏合。需注意的是,由于被贴物10a的表面11a的面积大于或等于预设值,因此,第三面23a与表面11a之间的接触面积c也会大于或等于预设值。
[0041]
详细而言,请参考图1c,第三面23a与第二面22a之间的第二夹角θ2为锐角,且基材20a还包括第四面24a。第四面24a位于第二面22a的相对面,第四面24a位于第一面21a以及第三面23a之间,第四面24a与第一面21a之间的第三夹角θ3为钝角且与第一夹角θ1相等。第三面23a与第四面24a之间的第四夹角θ4为锐角且与第二夹角θ2相等,其中,第一面21a、第二面22a、第三面23a与第四面24a依序相连,以构成具有梯形截面的基材20a。
[0042]
以下将列举其他实施例以作为说明。在此必须说明的是,下述实施例沿用前述实施例的组件标号与部分内容,其中采用相同的标号来表示相同或近似的组件,并且省略了相同技术内容的说明。关于省略部分的说明可参考前述实施例,下述实施例不再重复赘述。
[0043]
图2a至图2d是依照本实用新型的另一实施例的一种过程膜的制作示意图。请参考图2a至图2d,首先,根据被贴物10b的尺寸,以决定圆刀模切机的切割方式。在本实施例中,被贴物10b与图1d的被贴物10a略有不同,差异在于:被贴物10b的表面11b的面积小于预设值。因此,圆刀模切机采用反切的方式,以对基材20切割。在本实施例中,此预设值为35平方毫米。然而,本实用新型对此不作任何限制,只要此预设值大于或等于30平方毫米,且小于或等于40平方毫米即可。
[0044]
此处,基材20的厚度t为0.8毫米,但在其他实施例中,基材20的厚度t也可以是介于0.6毫米至1毫米之间,并不以此为限制。此处,基材20的材料为聚对苯二甲酸乙二酯(polyethylene terephthalate,pet),并不以此为限制。
[0045]
在本实施例中,通过圆刀模切机将离型层30b与基材20b的第一面21b(宽面)结合,以得到最终的成品,也就是得到过程膜200b。在本实施例中,基材20b的第一面21b与第二面
22b之间的第一夹角θ1
’
为锐角。需注意的是,图2a与图2b仅示意地简单示出刀模,而仅供参考,其实际的数量以及尺寸比例不会与图2a与图2b所示相近,且圆刀模切机的操作与实施方式可以由所属技术领域的技术人员获致足够的教示、建议与实施说明,因此不再赘述。
[0046]
请参考图2d,完成组装后的过程膜200b能够提供被贴物10b固定、支撑或保护的作用。在本实施例中,基材20b的第三面23b能够与被贴物10b的表面11b黏合。需注意的是,由于被贴物10b的表面11b的面积小于预设值,因此,第三面23b与表面11b之间的接触面积c
’
也会小于预设值。
[0047]
详细而言,请参考图2c,第三面23b与第二面22b之间的第二夹角θ2
’
为钝角,且基材20b还包括第四面24b。第四面24b位于第二面22b的相对面,第四面24b位于第一面21b以及第三面23b之间,第四面24b与第一面21b之间的第三夹角θ3
’
为锐角且与第一夹角θ1
’
相等。第三面23b与第四面24b之间的第四夹角θ4
’
为钝角且与第二夹角θ2
’
相等,其中,第一面21b、第二面22b、第三面23b与第四面24b依序相连,以构成具有梯形截面的基材20b。
[0048]
综上所述,本实用新型的过程膜包括基材以及离型层。通过圆刀模切机的第一站切割基材,使基材具有梯形截面。接着,通过圆刀模切机的第二站使离型层结合于第一面。如此一来,业者不需要额外通过人工用以组装离型层与基材,而省去了业者需要人工组装的过程。此外,由于圆刀模切机具有较大的压合力量以及精准工艺,使得离型层与基材之间具有极佳且稳固的黏贴效果,且圆刀模切机第一站(切割基材)与第二站(结合基材与离型层)之间的距离较短,使过程膜的制作过程具有极佳的便利性。
[0049]
最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips