
 商标分类
商标分类  商标转让
商标转让 
一种适用于枕芯的TPE发泡材料及其制备方法与流程
 2021-02-02 12:02:24|
2021-02-02 12:02:24| 352|
352| 起点商标网
起点商标网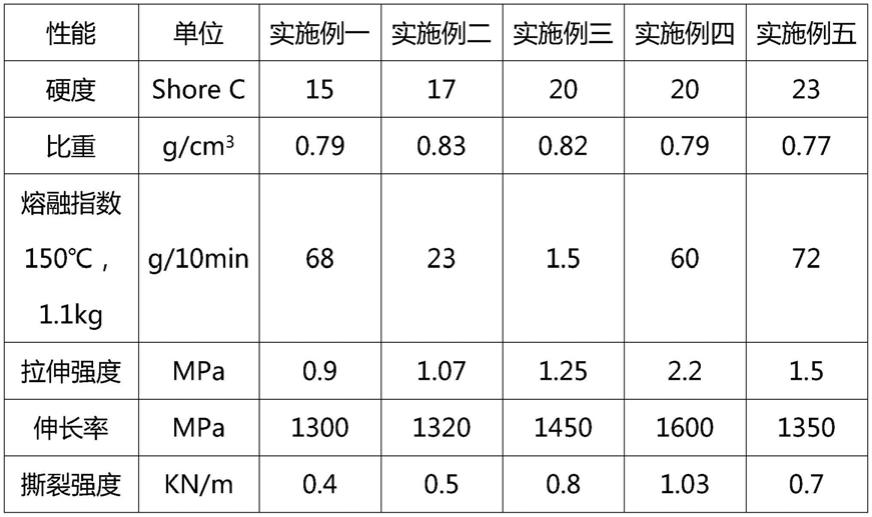
一种适用于枕芯的tpe发泡材料及其制备方法
技术领域
[0001]
本发明涉及热塑性弹性体生产技术领域,尤其涉及一种适用于枕芯的tpe发泡材料及其制备方法。
背景技术:
[0002]
热塑性弹性体材料tpe(thermoplastic elastomer)是一种具有橡胶高弹性又兼具可挤出注塑加工成型的材料,且热塑性弹性体材料具有优良的着色性、柔软的触感、较好的耐候性、抗疲劳性等,同时材料在制备过程中不添加邻苯二甲酸盐等塑化剂材料相对pvc来说更加绿色环保,无毒无害,符合欧美等国的环保要求,应用范围较广泛。
[0003]
对于现有的枕芯产品而言,在实际的使用过程中,其存在以下缺陷:1、可塑性差易变形、结块;2、不便于清洗易产生异味、滋生霉菌和螨虫等的情形,影响人体健康。
技术实现要素:
[0004]
本发明的目的在于针对现有技术的不足而提供一种适用于枕芯的tpe发泡材料,该适用于枕芯的tpe发泡材料能够提升枕芯的拉伸强度、回弹性,从而提高枕芯的舒适性,且同时还具有较轻的比重、易于清洗、有较好的抗菌防螨的优点。
[0005]
本发明的另一目的在于提供一种适用于枕芯的tpe发泡材料的制备方法,该制备方法能够有效地生产制备适用于枕芯的tpe发泡材料,所生产制备的tpe发泡材料能够提升枕芯的拉伸强度、回弹性,从而提高枕芯的舒适性,且同时还具有较轻的比重、易于清洗、有较好的抗菌防螨的优点。
[0006]
为达到上述目的,本发明通过以下技术方案来实现。
[0007]
一种适用于枕芯的tpe发泡材料,包括有以下重量份的物料,具体的:
[0008]
sebs:5-20份
[0009]
seps:5-20份
[0010]
矿物油:50-75份
[0011]
增粘树脂:1-15份
[0012]
填充物:3-10份
[0013]
爽滑剂:0.1-3份
[0014]
发泡剂:1-5份
[0015]
助剂:0.3-3份。
[0016]
其中,所述增粘树脂为c5加氢石油树脂、c9加氢石油树脂、纯单体树脂。
[0017]
其中,所述填充物为二氧化硅、粒径为1250-2000目的碳酸钙、滑石粉其中一种或几种。
[0018]
其中,所述爽滑剂为硅酮、硅酮粉或者芥酸酰胺。
[0019]
其中,所述助剂为防霉抗菌剂。
[0020]
一种适用于枕芯的tpe发泡材料的制备方法,包括有以下步骤,具体的:
[0021]
步骤1、按照以下重量份准确称取物料,具体的:
[0022]
sebs:5-20份
[0023]
seps:5-20份
[0024]
矿物油:50-75份
[0025]
增粘树脂:1-15份
[0026]
填充物:3-10份
[0027]
爽滑剂:0.1-3份
[0028]
发泡剂:1-5份
[0029]
助剂:0.3-3份;
[0030]
步骤2、将称取好的sebs、seps、矿物油,按先后顺序依次加入到高速搅拌桶中进行搅拌混合处理,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为15-30min;
[0031]
步骤3、将步骤2所搅拌混合好的混合物打包放置1-2天备用;
[0032]
步骤4、向步骤3中的混合物中加入称取好的增粘树脂、填充物、爽滑粉以及助剂,搅拌后即可得到tpe混合料;
[0033]
步骤5、将步骤4得到的tpe混合料在螺杆长径比为48:1的双螺杆挤出机中进行挤出成型,双螺杆挤出机挤出温度为170℃-210℃,螺杆转速为250r/min-400r/min,且经熔融挤出造粒后得到tpe颗粒料;
[0034]
步骤6、向步骤5中的tpe颗粒料加入称取好的发泡剂,搅拌后即可得到适用于枕芯的tpe发泡材料。
[0035]
其中,所述增粘树脂为c5加氢石油树脂、c9加氢石油树脂、纯单体树脂。
[0036]
其中,所述填充物为二氧化硅、粒径为1250-2000目的碳酸钙、滑石粉其中一种或几种。
[0037]
其中,所述爽滑剂为硅酮、硅酮粉或者芥酸酰胺。
[0038]
其中,所述助剂为防霉抗菌剂。
[0039]
本发明的有益效果为:本发明所述的一种适用于枕芯的tpe发泡材料,其包括有以下重量份的物料,具体的:sebs:5-20份、seps:5-20份、矿物油:50-75份、增粘树脂:1-15份、填充物:3-10份、爽滑剂:0.1-3份、发泡剂:1-5份、助剂:0.3-3份。该适用于枕芯的tpe发泡材料能够提升枕芯的拉伸强度、回弹性,从而提高枕芯的舒适性,且同时还具有较轻的比重、易于清洗、有较好的抗菌防螨的优点。
[0040]
本发明的另一有益效果为:本发明所述的一种适用于枕芯的tpe发泡材料的制备方法,其包括有以下步骤,具体的:步骤1、按照以下重量份准确称取物料,具体的:sebs:5-20份、seps:5-20份、矿物油:50-75份、增粘树脂:1-15份、填充物:3-10份、爽滑剂:0.1-3份、发泡剂:1-5份、助剂:0.3-3份;步骤2、将称取好的sebs、seps、矿物油,按先后顺序依次加入到高速搅拌桶中进行搅拌混合处理,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为15-30min;步骤3、将步骤2所搅拌混合好的混合物打包放置1-2天备用;步骤4、向步骤3中的混合物中加入称取好的增粘树脂、填充物、爽滑粉以及助剂,搅拌后即可得到tpe混合料;步骤5、将步骤4得到的tpe混合料在螺杆长径比为48:1的双螺杆挤出机中进行挤出成型,双螺杆挤出机挤出温度为170℃-210℃,螺杆转速为250r/min-400r/min,且经熔融挤出造粒后得到tpe颗粒料;步骤6、向步骤5中的tpe颗粒料加入称取好的发泡剂,搅拌后即可得到适
用于枕芯的tpe发泡材料。通过上述工艺步骤,该制备方法能够有效地生产制备上述适用于枕芯的tpe发泡材料。
具体实施方式
[0041]
下面结合具体的实施方式来对本发明进行说明。
[0042]
一种适用于枕芯的tpe发泡材料,其包括有以下重量份的物料,具体的:
[0043]
sebs:5-20份
[0044]
seps:5-20份
[0045]
矿物油:50-75份
[0046]
增粘树脂:1-15份
[0047]
填充物:3-10份
[0048]
爽滑剂:0.1-3份
[0049]
发泡剂:1-5份
[0050]
助剂:0.3-3份。
[0051]
需解释的是,所述sebs采用台橡:6151/6159、美国科腾:1651/1633、李长荣:7551/7533、岳阳石化:yh-503t/yh-604t其中一种或几种。所述seps采用美国科腾:g1730/g1750、日本可乐丽:4033/4044/4055其中一种或几种。所述矿物油采用韩国双龙:60n/150n/250n、新疆克拉玛依:kdn4006/kdn4010。所述增粘树脂为c5加氢石油树脂、c9加氢石油树脂或者纯单体树脂,且增粘树脂具体采用南京扬子:c-100w/c-115w、浙江恒河:hm-1000、美国伊士曼:5140/3085/d125其中一种或几种。所述填充物为二氧化硅、粒径为1250-2000目的碳酸钙或者滑石粉。所述爽滑剂为硅酮、硅酮粉或者芥酸酰胺,且爽滑剂具体采用美国道康宁:mb50-002/rm4-7081、德国瓦克:pa445200、德国赢创:e525、日本禾大:er-ch其中一种或几种。所述发泡剂为采用日本积水:ehm401/em406;阿克苏诺贝尔:930du120/909du80其中一种或几种。所述助剂为防霉抗菌剂,且助剂具体采用德国鲁道夫:ruco-bac med、科莱恩:am 21-16、美国陶氏:lx150、广东赞誉:纳米银抗菌粉其中一种或几种。
[0052]
实施例一,一种适用于枕芯的tpe发泡材料,其包括有以下重量份的物料,具体的:
[0053]
sebs(台橡:6151):8份
[0054]
seps(日本可乐丽:4033):10份
[0055]
矿物油(韩国双龙:60n):72份
[0056]
增粘树脂(南京扬子:c-115w):3份
[0057]
填充物(碳酸钙):3份
[0058]
爽滑剂(德国赢创:e525):1份
[0059]
发泡剂(日本积水:em406):2份
[0060]
助剂(科莱恩:am 21-16):1份。
[0061]
本实施例一的适用于枕芯的tpe发泡材料采用以下制备方法进行生产制备,具体的:
[0062]
一种适用于枕芯的tpe发泡材料的制备方法,其特征在于,包括有以下步骤,具体的:
[0063]
步骤1、按照以下重量份准确称取物料,具体的:
[0064]
sebs(台橡:6151):8份
[0065]
seps(日本可乐丽:4033):10份
[0066]
矿物油(韩国双龙:60n):72份
[0067]
增粘树脂(南京扬子:c-115w):3份
[0068]
填充物(碳酸钙):3份
[0069]
爽滑剂(德国赢创:e525):1份
[0070]
发泡剂(日本积水:em406):2份
[0071]
助剂(科莱恩:am 21-16):1份;
[0072]
步骤2、将称取好的sebs、seps、矿物油,按先后顺序依次加入到高速搅拌桶中进行搅拌混合处理,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为15-30min;
[0073]
步骤3、将步骤2所搅拌混合好的混合物打包放置1-2天备用;
[0074]
步骤4、向步骤3中的混合物中加入称取好的增粘树脂、填充物、爽滑粉以及助剂,搅拌后即可得到tpe混合料;
[0075]
步骤5、将步骤4得到的tpe混合料在螺杆长径比为48:1的双螺杆挤出机中进行挤出成型,双螺杆挤出机挤出温度为170℃-210℃,螺杆转速为250r/min-400r/min,且经熔融挤出造粒后得到tpe颗粒料;
[0076]
步骤6、向步骤5中的tpe颗粒料加入称取好的发泡剂,搅拌后即可得到适用于枕芯的tpe发泡材料。
[0077]
实施例二,一种适用于枕芯的tpe发泡材料,其包括有以下重量份的物料,具体的:
[0078]
sebs(美国科腾:1651):9份
[0079]
seps(日本可乐丽:4044):9份
[0080]
矿物油(韩国双龙:150n):72份
[0081]
增粘树脂(浙江恒河:hm-1000):3份
[0082]
填充物(碳酸钙):3.8份
[0083]
爽滑剂(日本禾大:er-ch):0.2份
[0084]
发泡剂(阿克苏诺贝尔:930du120):2份
[0085]
助剂(美国陶氏:lx150):1份。
[0086]
本实施例二的适用于枕芯的tpe发泡材料采用以下制备方法进行生产制备,具体的:
[0087]
一种适用于枕芯的tpe发泡材料的制备方法,其特征在于,包括有以下步骤,具体的:
[0088]
步骤1、按照以下重量份准确称取物料,具体的:
[0089]
sebs(美国科腾:1651):9份
[0090]
seps(日本可乐丽:4044):9份
[0091]
矿物油(韩国双龙:150n):72份
[0092]
增粘树脂(浙江恒河:hm-1000):3份
[0093]
填充物(碳酸钙):3.8份
[0094]
爽滑剂(日本禾大:er-ch):0.2份
[0095]
发泡剂(阿克苏诺贝尔:930du120):2份
[0096]
助剂(美国陶氏:lx150):1份;
[0097]
步骤2、将称取好的sebs、seps、矿物油,按先后顺序依次加入到高速搅拌桶中进行搅拌混合处理,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为15-30min;
[0098]
步骤3、将步骤2所搅拌混合好的混合物打包放置1-2天备用;
[0099]
步骤4、向步骤3中的混合物中加入称取好的增粘树脂、填充物、爽滑粉以及助剂,搅拌后即可得到tpe混合料;
[0100]
步骤5、将步骤4得到的tpe混合料在螺杆长径比为48:1的双螺杆挤出机中进行挤出成型,双螺杆挤出机挤出温度为170℃-210℃,螺杆转速为250r/min-400r/min,且经熔融挤出造粒后得到tpe颗粒料;
[0101]
步骤6、向步骤5中的tpe颗粒料加入称取好的发泡剂,搅拌后即可得到适用于枕芯的tpe发泡材料。
[0102]
实施例三,一种适用于枕芯的tpe发泡材料,其包括有以下重量份的物料,具体的:
[0103]
sebs(美国科腾:1633):9份
[0104]
seps(日本可乐丽:4044):9份
[0105]
矿物油(新疆克拉玛依:kdn4006):72份
[0106]
增粘树脂(美国伊士曼:5140):3份
[0107]
填充物(滑石粉):3份
[0108]
爽滑剂(德国赢创:e525):1份
[0109]
发泡剂(阿克苏诺贝尔:909du80):2份
[0110]
助剂(广东赞誉:纳米银抗菌粉):1份。
[0111]
本实施例三的适用于枕芯的tpe发泡材料采用以下制备方法进行生产制备,具体的:
[0112]
一种适用于枕芯的tpe发泡材料的制备方法,其特征在于,包括有以下步骤,具体的:
[0113]
步骤1、按照以下重量份准确称取物料,具体的:
[0114]
sebs(美国科腾:1633):9份
[0115]
seps(日本可乐丽:4044):9份
[0116]
矿物油(新疆克拉玛依:kdn4006):72份
[0117]
增粘树脂(美国伊士曼:5140):3份
[0118]
填充物(滑石粉):3份
[0119]
爽滑剂(德国赢创:e525):1份
[0120]
发泡剂(阿克苏诺贝尔:909du80):2份
[0121]
助剂(广东赞誉:纳米银抗菌粉):1份;
[0122]
步骤2、将称取好的sebs、seps、矿物油,按先后顺序依次加入到高速搅拌桶中进行搅拌混合处理,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为15-30min;
[0123]
步骤3、将步骤2所搅拌混合好的混合物打包放置1-2天备用;
[0124]
步骤4、向步骤3中的混合物中加入称取好的增粘树脂、填充物、爽滑粉以及助剂,搅拌后即可得到tpe混合料;
[0125]
步骤5、将步骤4得到的tpe混合料在螺杆长径比为48:1的双螺杆挤出机中进行挤
出成型,双螺杆挤出机挤出温度为170℃-210℃,螺杆转速为250r/min-400r/min,且经熔融挤出造粒后得到tpe颗粒料;
[0126]
步骤6、向步骤5中的tpe颗粒料加入称取好的发泡剂,搅拌后即可得到适用于枕芯的tpe发泡材料。
[0127]
实施例四,一种适用于枕芯的tpe发泡材料,其包括有以下重量份的物料,具体的:
[0128]
sebs(美国科腾:1651):5份
[0129]
seps(日本可乐丽:4033):3份
[0130]
seps(日本可乐丽:4044):10份
[0131]
矿物油(韩国双龙:60n):22份
[0132]
矿物油(新疆克拉玛依:kdn4006):50份
[0133]
增粘树脂(美国伊士曼:d125):3份
[0134]
填充物(二氧化硅):3份
[0135]
爽滑剂(美国道康宁:rm4-7081):1份
[0136]
发泡剂(日本积水:em406):1份
[0137]
发泡剂(阿克苏诺贝尔:930du120):1份
[0138]
助剂(广东赞誉:纳米银抗菌粉):1份。
[0139]
本实施例四的适用于枕芯的tpe发泡材料采用以下制备方法进行生产制备,具体的:
[0140]
一种适用于枕芯的tpe发泡材料的制备方法,其特征在于,包括有以下步骤,具体的:
[0141]
步骤1、按照以下重量份准确称取物料,具体的:
[0142]
sebs(美国科腾:1651):5份
[0143]
seps(日本可乐丽:4033):3份
[0144]
seps(日本可乐丽:4044):10份
[0145]
矿物油(韩国双龙:60n):22份
[0146]
矿物油(新疆克拉玛依:kdn4006):50份
[0147]
增粘树脂(美国伊士曼:d125):3份
[0148]
填充物(二氧化硅):3份
[0149]
爽滑剂(美国道康宁:rm4-7081):1份
[0150]
发泡剂(日本积水:em406):1份
[0151]
发泡剂(阿克苏诺贝尔:930du120):1份
[0152]
助剂(广东赞誉:纳米银抗菌粉):1份;
[0153]
步骤2、将称取好的sebs、seps、矿物油,按先后顺序依次加入到高速搅拌桶中进行搅拌混合处理,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为15-30min;
[0154]
步骤3、将步骤2所搅拌混合好的混合物打包放置1-2天备用;
[0155]
步骤4、向步骤3中的混合物中加入称取好的增粘树脂、填充物、爽滑粉以及助剂,搅拌后即可得到tpe混合料;
[0156]
步骤5、将步骤4得到的tpe混合料在螺杆长径比为48:1的双螺杆挤出机中进行挤出成型,双螺杆挤出机挤出温度为170℃-210℃,螺杆转速为250r/min-400r/min,且经熔融
挤出造粒后得到tpe颗粒料;
[0157]
步骤6、向步骤5中的tpe颗粒料加入称取好的发泡剂,搅拌后即可得到适用于枕芯的tpe发泡材料。
[0158]
实施例五,一种适用于枕芯的tpe发泡材料,其包括有以下重量份的物料,具体的:
[0159]
sebs(李长荣:7551):7份
[0160]
seps(日本可乐丽:4033):5份
[0161]
seps(日本可乐丽:4044):5份
[0162]
矿物油(韩国双龙:60n):20份
[0163]
矿物油(韩国双龙:150n):50份
[0164]
增粘树脂(美国伊士曼:d125):5份
[0165]
填充物(二氧化硅):3份
[0166]
爽滑剂(美国道康宁:rm4-7081):2份
[0167]
发泡剂(阿克苏诺贝尔:930du120):1份
[0168]
发泡剂(阿克苏诺贝尔:909du80):1份
[0169]
助剂(科莱恩:am 21-16):0.5份
[0170]
助剂(美国陶氏:lx150):0.5份。
[0171]
本实施例五的适用于枕芯的tpe发泡材料采用以下制备方法进行生产制备,具体的:
[0172]
一种适用于枕芯的tpe发泡材料的制备方法,其特征在于,包括有以下步骤,具体的:
[0173]
步骤1、按照以下重量份准确称取物料,具体的:
[0174]
sebs(李长荣:7551):7份
[0175]
seps(日本可乐丽:4033):5份
[0176]
seps(日本可乐丽:4044):5份
[0177]
矿物油(韩国双龙:60n):20份
[0178]
矿物油(韩国双龙:150n):50份
[0179]
增粘树脂(美国伊士曼:d125):5份
[0180]
填充物(二氧化硅):3份
[0181]
爽滑剂(美国道康宁:rm4-7081):2份
[0182]
发泡剂(阿克苏诺贝尔:930du120):1份
[0183]
发泡剂(阿克苏诺贝尔:909du80):1份
[0184]
助剂(科莱恩:am 21-16):0.5份
[0185]
助剂(美国陶氏:lx150):0.5份;
[0186]
步骤2、将称取好的sebs、seps、矿物油,按先后顺序依次加入到高速搅拌桶中进行搅拌混合处理,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为15-30min;
[0187]
步骤3、将步骤2所搅拌混合好的混合物打包放置1-2天备用;
[0188]
步骤4、向步骤3中的混合物中加入称取好的增粘树脂、填充物、爽滑粉以及助剂,搅拌后即可得到tpe混合料;
[0189]
步骤5、将步骤4得到的tpe混合料在螺杆长径比为48:1的双螺杆挤出机中进行挤
出成型,双螺杆挤出机挤出温度为170℃-210℃,螺杆转速为250r/min-400r/min,且经熔融挤出造粒后得到tpe颗粒料;
[0190]
步骤6、向步骤5中的tpe颗粒料加入称取好的发泡剂,搅拌后即可得到适用于枕芯的tpe发泡材料。
[0191]
实施例一至实施例五的测试结果如下表所示:
[0192][0193]
以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips