
 商标分类
商标分类  商标转让
商标转让 
一种适用于电子束辐照灭菌的医用软质PVC材料及其制备方法与流程
 2021-02-02 12:02:57|
2021-02-02 12:02:57| 447|
447| 起点商标网
起点商标网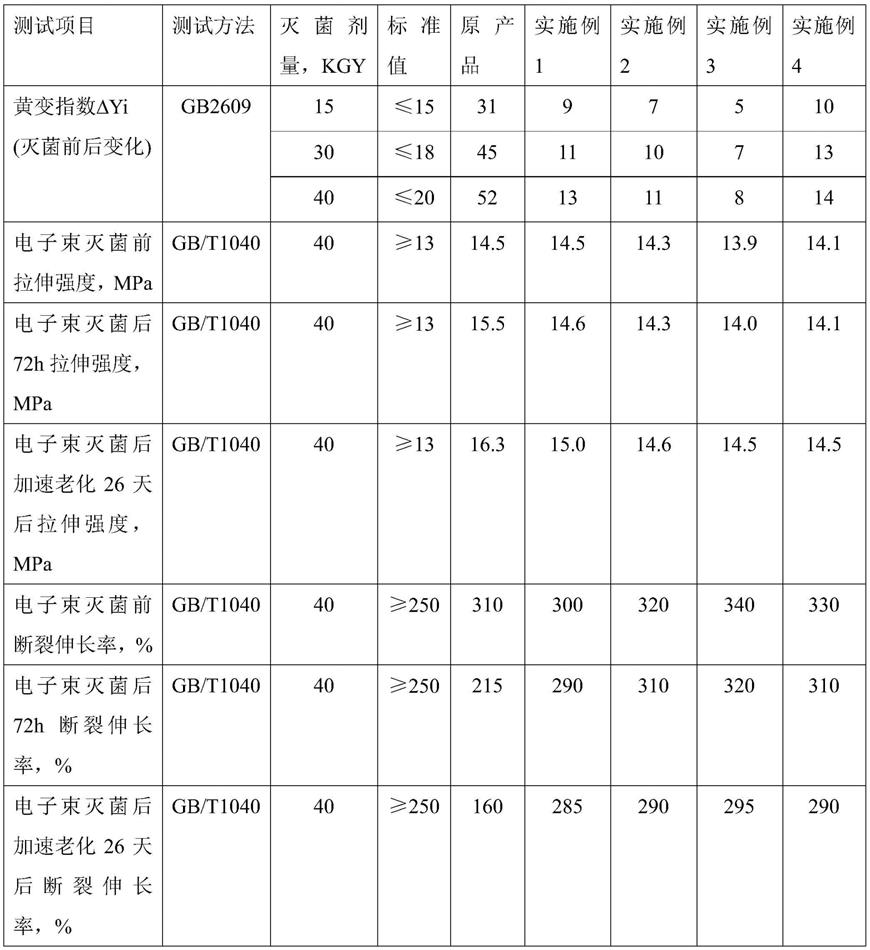
一种适用于电子束辐照灭菌的医用软质pvc材料及其制备方法
技术领域
[0001]
本发明涉及一种医用pvc材料的改性技术,特别是一种适用于电子束辐照灭菌的医用软质pvc材料。
背景技术:
[0002]
目前,全球对于一次性聚氯乙烯医疗耗材普遍采用高温蒸汽灭菌、环氧乙烷灭菌和辐照灭菌等三种方式,随着环保要求的越来越严格,近年国际发达地区和国家已加速淘汰传统的环氧乙烷灭菌,而蒸气灭菌对于材料要求很高很难普及,采用电子束辐照灭菌方式对医疗器械进行灭菌具有穿透力强、灭菌速度快、效率高以及常温灭菌等一系列优点。但是,普通的医用pvc材料经电子束辐照灭菌后严重黄变,加速老化后力学性能下降的问题,同时增塑剂经电子束灭菌后会分解产生有毒有害物质影响材料的生物安全性。
[0003]
因此,迫切需要一种能解决现有医用pvc材料经电子束灭菌后严重黄变,加速老化后力学性能下降的问题,同时降低增塑剂经电子束辐照灭菌后分解产生有毒有害小分子物质,提高电子束灭菌的医用软质pvc材料生物安全性的材料,来满足公众及医疗市场需求。
技术实现要素:
[0004]
本发明的目的在于提供一种适用于电子束辐照灭菌的医用软质pvc材料及其制备方法,该材料主要解决现有医用pvc材料经电子束灭菌后严重黄变,加速老化后力学性能下降的问题,同时降低增塑剂经电子束辐照灭菌后分解产生有毒有害物质,提高了电子束灭菌的医用软质pvc材料生物安全性。
[0005]
为了解决上述技术问题,本发明采用的技术方案是:
[0006]
一种适用于电子束辐照灭菌的医用软质pvc材料,该医用软质pvc材料的原料组分和重量份数为:
[0007]
医用pvc树脂粉:100份;
[0008]
增塑剂:40-70份;
[0009]
超微细钙/锌复合稳定剂:1.0-1.5份;
[0010]
辅助热稳定剂:5-12份;
[0011]
复合抗氧剂:0.1-0.5份;
[0012]
润滑剂:0.5-1.0份。
[0013]
作为对本发明的限定,本发明所述的医用pvc树脂粉是悬浮法pvc树脂,聚合度为800-2500,其用量为100重量份。
[0014]
所述的增塑剂为邻苯二甲酸二辛脂(dehp),其用量为40-70重量份。
[0015]
所述的超微细钙/锌复合稳定剂是由30-60%的硬脂酸钙,5-10%的甘油锌,5-10%乙酰丙酮锌,10-20%的硬脂酰苯甲酰甲烷,5-15%的1,3-二苯基丙二酮-稀土金属有机配合物和10-25%的双(2,4-二叔丁基苯酚)季戊四醇二亚磷酸酯组成的混合物,其用量
为1.0-1.5重量份。
[0016]
所述的辅助热稳定剂是环氧亚麻油,其用量为5-12重量份。
[0017]
所述的复合抗氧剂是2,2
’-
硫代双(4-甲基-6-叔丁基苯酚)(抗氧剂2246s)、硫代二丙酸双十八酯(抗氧剂dstp)、硫代二丙酸双十二烷酯(抗氧剂dltp)的一种或几种的组合物,其用量为0.1-0.5重量份。
[0018]
所述的润滑剂是由40-60%硬脂酸和40-60%聚乙烯蜡组成,其用量为0.5-1.0重量份。
[0019]
作为对本发明的进一步限定,本发明所述的一种适用于射线灭菌的医用软质pvc材料的制备方法,具体是按照下述制备步骤进行的:
[0020]
1)硬脂酸锌、甘油锌、乙酰丙酮锌、硬脂酰苯甲酰甲烷、1,3-二苯基丙二酮-稀土金属有机配合物、双(2,4-二叔丁基苯酚)季戊四醇二亚磷酸酯五种组分按比例加入到超细粉碎气流粉碎机通过在液氮和惰性气体保护下运用超高气流冷冻脆化,确保固体颗粒粒径在200nm-500nm之间,作为超微细钙/锌复合稳定剂用;
[0021]
2)将pvc树脂投入高速混合机中,转速调制400rpm,然后加入超微细钙/锌复合稳定剂,复合抗氧剂和润滑剂,1-2min后加入辅助稳定剂,继续搅拌至温度50-60℃,加入50%重量份的增塑剂后将转速升至1000-1200rpm,待增塑剂基本吸收后再加入50%重量份的增塑剂继续高速混合值物料温度达到120-130℃后放入冷却混合机,控制转速15rpm,待物料温度至40-50℃出料;
[0022]
3)将冷却的物料加入双螺杆挤出造粒机,机筒四区温度分别为:-区100-130℃,-区110-140℃,-区120-150℃,-区130-160℃,模头温度为140-160℃,螺杆转速60-100rpm;
[0023]
(4)物料经挤出塑化造粒后冷却至35-45℃后,即得到所述的医用软质pvc材料,包装待用。
[0024]
本发明所使用的超微细钙/锌复合稳定剂是在本公司在原有的复合制备工艺基础上,进一步控制颗粒粒径,达到200-500纳米之间,在pvc树脂中能分散的更均一,更容易被pvc树脂微孔吸收,提升pvc树脂的稳定性。其中1,3-二苯基丙二酮-稀土金属有机配合物是通过1,3-二苯基丙二酮的乙醇溶液在碱性条件下与1/3摩尔的氯化稀土化合反应生成的。这些稀土金属有钕(nd)、铈(ce)、镧(la)等,1,3-二苯基丙二酮-稀土金属有机配合物增强了稀土金属与pvc树脂的相容性,具有不喷霜的特点,其稀土金属除了能与3到4个hcl分子形成离子键外,还可能吸附若干个hc1分子形成键能不等的络合物,高效阻止pvc降解;同时与pvc链上不稳定的氯原子络合,抑制pvc脱hc1,从而抑制pvc电子束辐照后的黄变。1,3-二苯基丙二酮-稀土金属有机配合物还具有高效的射线屏蔽作用,起到屏蔽电子束作用,加强pvc耐电子束灭菌效果。1,3-二苯基丙二酮-稀土金属有机配合物与硬脂酸锌、甘油锌、乙酰丙酮锌、硬脂酰苯甲酰甲烷和双(2,4-二叔丁基苯酚)季戊四醇二亚磷酸酯还具有良好的协同作用,进一步加强pvc耐电子束辐照灭菌效果。
[0025]
本发明所使用的2,2
’-
硫代双(4-甲基-6-叔丁基苯酚)为硫代受阻酚类抗氧剂,具有高效的阻止分子链断裂的能力,同时与硫醚类抗氧剂具有高效的协同性,其组成的复合抗氧剂一方面能抑制增塑剂经电子束辐照灭菌后的分子链断裂而产生有毒有害小分子,另一方面能快速吸收增塑剂分解后产生的自由基,阻止其对pvc材料的加速降解,确保pvc材
料经电子束辐照灭菌后的生物安全性。
具体实施方式
[0026]
现结合具体实施例对本发明的内容进行详细的说明。
[0027]
实施例1
[0028]
本发明提供的材料是由以下原料按重量比例配制而成:
[0029]
医用pvc树脂粉:100份;
[0030]
增塑剂dehp:40份;
[0031]
超微细钙/锌稳定剂:1.5份;
[0032]
辅助热稳定剂:12份;
[0033]
抗氧剂2246s:0.25份;
[0034]
抗氧剂dstp:0.25份;
[0035]
润滑剂:1.0份。
[0036]
所述的超微细钙/锌稳定剂是由30-60%的硬脂酸钙,5-10%的甘油锌,5-10%乙酰丙酮锌,10-20%的硬脂酰苯甲酰甲烷,5-15%的1,3-二苯基丙二酮-稀土金属有机配合物和10-25%的双(2,4-二叔丁基苯酚)季戊四醇二亚磷酸酯组成;所述的辅助热稳定剂是环氧亚麻油;所述的润滑剂是由40-60%硬脂酸和40-60%聚乙烯蜡组成。
[0037]
具体制作步骤:
[0038]
1)硬脂酸锌、甘油锌、乙酰丙酮锌、硬脂酰苯甲酰甲烷、1,3-二苯基丙二酮-稀土金属有机配合物、双(2,4-二叔丁基苯酚)季戊四醇二亚磷酸酯四种组分按比例加入到超细粉碎气流粉碎机通过在液氮和惰性气体保护下运用超高气流冷冻脆化,确保固体颗粒粒径在200nm-500nm之间,作为超微细钙/锌复合稳定剂用;
[0039]
2)将pvc树脂投入高速混合机中,转速调制400rpm,然后加入超微细钙/锌稳定剂,抗氧剂和润滑剂,1-2min后加入辅助稳定剂,继续搅拌至温度50-60℃,加入50%重量份的增塑剂后将转速升至1000-1200rpm,待增塑剂基本吸收后再加入50%重量份的增塑剂继续高速混合值物料温度达到120-130℃后放入冷却混合机,控制转速15rpm,待物料温度至40-50℃出料;
[0040]
3)将冷却的物料加入双螺杆挤出造粒机,机筒四区温度分别为:-区100-130℃,-区110-140℃,-区120-150℃,-区130-160℃,模头温度为140-160℃,螺杆转速60-100rpm;
[0041]
(4)物料经挤出塑化造粒后冷却至35-45℃后,即得到所述的医用软质pvc材料,包装待用。
[0042]
实施例2
[0043]
本发明提供的材料是由以下原料按重量比例配制而成:
[0044]
医用pvc树脂粉:100份;
[0045]
增塑剂dehp:60份;
[0046]
超微细钙/锌稳定剂:1份;
[0047]
辅助热稳定剂:10份;
[0048]
抗氧剂2246s:0.2份;
[0049]
抗氧剂dltp:0.1份;
[0050]
润滑剂:0.8份。
[0051]
所述的超微细钙/锌稳定剂是由30-60%的硬脂酸钙,5-10%的甘油锌,5-10%乙酰丙酮锌,10-20%的硬脂酰苯甲酰甲烷,5-15%的1,3-二苯基丙二酮-稀土金属有机配合物和10-25%的双(2,4-二叔丁基苯酚)季戊四醇二亚磷酸组成;所述的辅助热稳定剂是环氧亚麻油;所述的润滑剂是由40-60%硬脂酸和40-60%聚乙烯蜡组成。
[0052]
制备方法与实施例1相同。
[0053]
实施例3
[0054]
本发明提供的材料是由以下原料按重量比例配制而成:
[0055]
医用pvc树脂粉:100份;
[0056]
增塑剂dehp:70份;
[0057]
超微细钙/锌稳定剂:1.2份
[0058]
辅助热稳定剂:8份;
[0059]
抗氧剂2246s:0.1份;
[0060]
抗氧剂dltp:0.1份;
[0061]
润滑剂:0.5份。
[0062]
所述的超微细钙/锌稳定剂是由30-60%的硬脂酸钙,5-10%的甘油锌,5-10%乙酰丙酮锌,10-20%的硬脂酰苯甲酰甲烷,5-15%的1,3-二苯基丙二酮-稀土金属有机配合物和10-25%的双(2,4-二叔丁基苯酚)季戊四醇二亚磷酸酯组成;所述的辅助热稳定剂是环氧亚麻油;所述的润滑剂是由40-60%硬脂酸和40-60%聚乙烯蜡组成。
[0063]
制备方法与实施例1相同。
[0064]
实施例4
[0065]
本发明提供的材料是由以下原料按重量比例配制而成:
[0066]
医用pvc树脂粉:100份;
[0067]
增塑剂dehp:70份;
[0068]
超微细钙/锌稳定剂:1.5份;
[0069]
辅助热稳定剂:5份;
[0070]
抗氧剂2246s:0.3份;
[0071]
抗氧剂dstp:0.2份;
[0072]
润滑剂:0.5份。
[0073]
所述的超微细钙/锌稳定剂是由30-60%的硬脂酸钙,5-10%的甘油锌,5-10%乙酰丙酮锌,10-20%的硬脂酰苯甲酰甲烷,5-15%的1,3-二苯基丙二酮-稀土金属有机配合物和10-25%的双(2,4-二叔丁基苯酚)季戊四醇二亚磷酸酯组成;所述的辅助热稳定剂是环氧亚麻油;所述的润滑剂是由重量百分数为40-60%硬脂酸和40-60%聚乙烯蜡组成。制备方法与实施例1相同。
[0074]
以本发明的基本配方选取4个实施例进行实施验证并测试各项性能,见表1,表2。
[0075]
表1:四个实施例性能比较表
[0076][0077]
*速老化条件:温度60
±
2℃,相对湿度:70
±
5rh。在该条件下进行26天加速老化试验,等效于室温下放置一年时间。
[0078]
表2:按gb 15593-1995《输血(液)器具用软聚氯乙烯塑料》性能检测
[0079]
[0080][0081]
测试条件:按本发明条件下制得的材料,经40kgy的电子束灭菌后经26天加速老化后取样测试。
[0082]
经过4个实施例各项性能测试表明,采用本发明制成的医用pvc材料经过40kgy电子束灭菌后材料的性能符合gb 15593-1995《输血(液)器具用软聚氯乙烯塑料》标准要求,适用于电子束灭菌的医用软质pvc材料。
[0083]
综上所述仅为本发明的较佳实施例而已,并非用来限定本发明的实施范围。即凡依据本发明申请专利范围的内容所做的等效变化与修饰,都应为本发明的技术范畴。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips