
 商标分类
商标分类  商标转让
商标转让 
乙烯深冷回收系统的制作方法
 2021-02-02 11:02:39|
2021-02-02 11:02:39| 374|
374| 起点商标网
起点商标网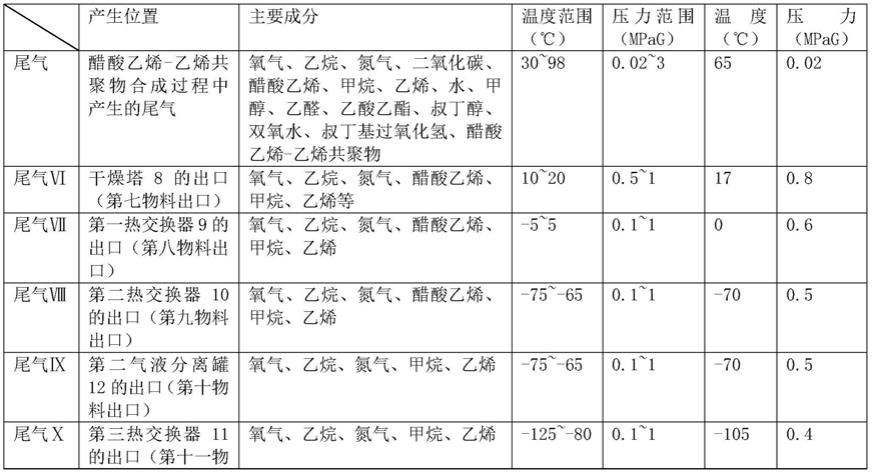
[0001]
本发明涉及化工尾气处理领域,具体涉及乙烯深冷回收系统。
背景技术:
[0002]
醋酸乙烯-乙烯共聚物(vae)是有醋酸乙烯和乙烯共聚而成的工业材料,具有广泛的用途。在醋酸乙烯-乙烯共聚物的制备过程中,会产生大量的尾气,尾气中包含有乙烯、醋酸乙烯、醋酸乙烯-乙烯共聚物等成分,为达到绿色排放的目的,必须对尾气进行处理。现有技术中,对尾气的主要处理方法是将该尾气通过压缩机送往锅炉或者火炬燃烧。但是尾气中含有的乙烯和醋酸乙烯均为合成醋酸乙烯-乙烯共聚物的原料成分,直接将尾气燃烧,具有利用价值的成分没有被充分利用,造成了资源浪费。经计算和工业化验证,生产12万吨醋酸乙烯-乙烯共聚物,产生的尾气中含有约1100吨乙烯。如此大量的乙烯被直接燃烧消耗,而没有被回收循环利用,带来的直接经济损失近千万元,且燃烧消耗具有循环利用价值的物料,并不符合现今社会的“绿色低碳”理念。亟需设计一套从制备醋酸乙烯-乙烯共聚物过程中产生的尾气中回收利用乙烯的系统,用以有效合理地利用资源,降低生产成本,减少温室气体的排放,践行“绿色低碳”发展战略。
技术实现要素:
[0003]
本发明意在提供乙烯深冷回收系统,以解决回收利用制备醋酸乙烯-乙烯共聚物过程中产生的尾气中的乙烯的技术问题。
[0004]
为达到上述目的,本发明采用如下技术方案:
[0005]
乙烯深冷回收系统,包括预处理单元和深冷回收单元,所述深冷回收单元包括第三热交换器和第三气液分离罐;第三热交换器的热媒通道的出料端与第三气液分离罐连通;第三气液分离罐上设有第一液态冷剂出口,第三热交换器的冷剂通道的进料端与第一液态冷剂出口连通,且第三热交换器的冷剂通道与第一液态冷剂出口之间设有节流膨胀装置。
[0006]
本方案的原理及优点是:通过预处理单元,可以将制备醋酸乙烯-乙烯共聚物过程中产生的尾气中的部分杂质除去,例如水、二氧化碳等,这些物质在深冷回收中容易结冰堵塞管道。经过预处理后,气体物料进入深冷回收单元,通过第三热交换器,气体物料中的乙烯发生液化,并在第三气液分离罐中,液化的乙烯(液态乙烯)和一些不凝气体发生分离。液态乙烯流出第三气液分离罐,通过节流膨胀装置,液态乙烯的温度进一步降低,成为液态冷剂-(温度更低的液态乙烯),该液态冷剂-可作为第三热交换器的冷剂对第三热交换器中的气体物料进行降温。该液态冷剂-也可以通过热交换提升温度,最后成为目的产物气态乙烯。虽然在第三气液分离罐中已经能够获得液态乙烯,液态乙烯通常是不能够直接用于醋酸乙烯-乙烯共聚物的合成,需要将其加热之后,使之呈气态,才能用于醋酸乙烯-乙烯共聚物的合成。在本方案中,液态的乙烯作为第三热交换器的冷剂,冷剂同时被加热,成为气态乙烯,这样就避免了专门加设针对液态乙烯加热设备。第三热交换器、第三气液分离罐和节
流膨胀装置起到的作用有两个:冷凝液化乙烯,除去不凝气体杂质;以及加热液态乙烯以获得满足醋酸乙烯-乙烯共聚物合成工艺要求的气态乙烯。其中,冷剂即为用于热交换器中的用于冷却物料的冷却介质。
[0007]
本方案通过巧妙的设计,使得回收的对象(乙烯)既是被冷凝降温的对象,又作为冷源。通过冷凝降温的过程实现目的物质的纯化,通过纯化后的物质作为冷源,使回收的对象的降温液化并与不凝气体分离,且冷源同时通过热交换升温气化,成为生产醋酸乙烯-乙烯共聚物时原料所需处于的形态。该循环操作既节约了购买冷源的费用(例如,额外购买氮气作为冷源),又节约了额外设置加热装置使乙烯气化的费用(深冷分离得到的乙烯需要加热气化之后才能用于醋酸乙烯-乙烯共聚物的生产)。最重要的是,本方案可以将生产醋酸乙烯-乙烯共聚物产生的尾气进行回收利用,实现了节能减排,以及对资源的效合理地利用。
[0008]
进一步,所述深冷回收单元还包括第二热交换器和第二气液分离罐;第二热交换器的热媒通道的出料端与第二气液分离罐连通,且第三热交换器的热媒通道的进料端与第二气液分离罐连通;第二热交换器的冷剂通道的进料端与第三热交换器的冷剂通道的出料端连通。
[0009]
采用上述技术方案,气体物料在第二热交换器中被降温,再通过第二气液分离罐实现气体物料中醋酸乙烯的液化,将气体状的乙烯和液体状的醋酸乙烯分离,除去醋酸乙烯杂质。另外,第二热交换器的冷剂通道的进料端与第三热交换器的冷剂通道的出料端连通,第二热交换器的热交换过程中的冷剂使用的是直接来自于第三热交换器,即液态乙烯。这样,就能进一步对低温的液态乙烯冷剂进行加热,提高液态乙烯温度,使其气化,因为气态乙烯才能够直接用于醋酸乙烯-乙烯共聚物的合成。如果不使用液态乙烯作为冷剂,还需要采用其他的液态乙烯加热装置,提高了成本。
[0010]
进一步,所述深冷回收单元还包括第一热交换器;第一热交换器的热媒通道的出料端与第二热交换器的热媒通道的进料端连通;第三气液分离罐上设有第一气态冷剂出口,第一热交换器的冷剂通道的进料端与第一气态冷剂出口连通。
[0011]
采用上述技术方案,使用气态冷剂对气体物料进行初步降温,然后在进行后续的两步热交换过程,保证气体物料可以被充分降温,实现乙烯的深冷分离。另外,气态冷剂在本方案中实际是尾气中难以处理的不凝气体,需要对其进行燃烧处理,避免污染环境。但是,经过深冷处理之后,在第三气液分离罐中的不凝气体(气态冷剂)温度过低,不能直接对其进行燃烧处理(温度过低不能有效燃烧,还有安全的隐患),需要适当对其进行加热,才能进行后续的燃烧处理。所以,在第一热交换器中进行的热交换过程实现了两个目的:对气体物料进行初步降温;避免额外设置其他的不凝气体加热装置,节约了成本。
[0012]
进一步,所述第二热交换器的冷剂通道的出料端连通有第一气态乙烯储罐。
[0013]
采用上述技术方案,液态乙烯通过第一热交换器和第二热交换器的两重热交换之后,成为气态乙烯,被输送至第一气态乙烯储罐暂存。气态乙烯将被作为合成醋酸乙烯-乙烯共聚物的原料。
[0014]
进一步,所述第一热交换器的冷剂通道的出料端连通有火炬系统。
[0015]
采用上述技术方案,通过第一热交换器的热交换之后,作为冷剂的不凝气体被加热,加热后的不凝气体为待处理废气,可直接排入火炬系统进行燃烧处理。
[0016]
进一步,所述第三气液分离罐上还连通有液态乙烯储罐的出料端。
[0017]
采用上述技术方案,液态乙烯储罐中暂存液态乙烯,用于向第三气液分离罐提供低温液态乙烯,以启动整个循环过程。设备刚开车时,整个系统中没有冷剂,整个深冷回收的循环过程无法开启,需要外界加入少量低温液态乙烯作为初始冷剂。
[0018]
进一步,所述预处理单元包括沿物料流动的方向依次设置的第一气液分离罐、水洗塔、碱洗塔和干燥塔。
[0019]
采用上述技术方案,第一气液分离罐将气液混合物(尾气)中的醋酸乙烯-乙烯共聚物沉降下来,除去该杂质;水洗塔主要的作用是:洗去气体物料中的甲醇、乙醛、乙酸乙酯、叔丁醇、双氧水、叔丁基过氧化氢等物质;碱洗塔的主要作用是:洗去气体物料中的二氧化碳,避免二氧化碳在后续的深冷回收中容易形成干冰堵塞管道。
[0020]
进一步,所述干燥塔的出料端与第一热交换器的热媒通道的进料端连通。
[0021]
采用上述技术方案,干燥塔用于除去气体物料中的水分,因为水在后续的深冷回收中容易形成冰堵塞管道,干燥塔的设置避免了上述现象的产生。
[0022]
进一步,所述碱洗塔和所述干燥塔之间设有水冷却器。
[0023]
采用上述技术方案,水冷却器可降低物料气体的饱和水含量,降低饱和水含量之后,再使用干燥塔除水,这样除水更加充分,保证了尽可能少的水分子进入深冷回收单元,避免在深冷回收单元中水结冰造成的管道堵塞。
[0024]
水冷却器及碱洗塔根据装置的实际情况也可以不设置,依然能获得本方案的效果。
[0025]
进一步,所述水洗塔和碱洗塔之间设有气柜。
[0026]
采用上述技术方案,气柜具有暂存气体的作用,如遇故障停机时,气体物料可以暂时在气柜中储存。并且尾气的排放是间歇性的,设置气柜后,可对尾气进行收集,在后续的工艺中,可从气柜中连续性排出气体物料,后续工艺可以连续进行,方便操作与管控,也更加经济实用。
附图说明
[0027]
图1为本发明实施例1的乙烯深冷回收系统的示意图。
[0028]
图2为本发明实施例1的深冷回收单元的示意图。
[0029]
图3为本发明实施例2的深冷回收单元的示意图。
具体实施方式
[0030]
下面通过具体实施方式进一步详细说明:
[0031]
说明书附图中的附图标记包括:深冷回收单元1、第一气液分离罐2、水洗塔3、气柜4、液环压机5、碱洗塔6、水冷却器7、干燥塔8、第一热交换器9、第二热交换器10、第三热交换器11、第二气液分离罐12、第三气液分离罐13、液态乙烯储罐14、节流膨胀装置15、第一气态乙烯储罐16、火炬系统17、隔膜压缩机18、第二气态乙烯储罐19。
[0032]
实施例1:
[0033]
如图1所示,乙烯深冷回收系统包括预处理单元和深冷回收单元1,现对预处理单元和深冷回收单元1分别进行详细说明。
[0034]
1.预处理单元
[0035]
如图1所示,预处理单元包括顺次连接的第一气液分离罐2、水洗塔3、气柜4、液环压机5、碱洗塔6、水冷却器7和干燥塔8。第一气液分离罐2上方设有第一物料出口,下方设有第一物料入口;水洗塔3下方设有第二物料入口,上方设有第二物料出口,第一物料出口通过管道与第二物料入口连通;气柜4上设有第三物料入口以及第三物料出口,第三物料入口与第二物料出口通过管道连通;液环压机5上设有第四物料入口以及第四物料出口,第四物料入口与第三物料出口通过管道连通;碱洗塔6下方设有第五物料入口,上方设有第五物料出口,第五物料入口与第四物料出口通过管道连通;水冷却器7上设有第六物料入口以及第六物料出口,第六物料入口与第五物料出口通过管道连通;干燥塔8上设有第七物料入口以及第七物料出口,第七物料入口与第六物料出口通过管道连通。
[0036]
预处理单元中的设备的具体参数及用途情况如下:第一气液分离罐2为现有技术中化工领域常规的气液分离罐,利用气体与液体的比重不同,将气液混合物中的液体和气体分离。的工作压力为0.02~3mpag,工作温度为13~95℃(在本实施例中,具体为0.02mpag,65℃)水洗塔3和碱洗塔6是化工领域的现有技术中常用的气体净化设备,通过喷淋水或者碱液,去除杂质,实现气体净化。水洗塔3(使用水进行喷淋的喷淋量为1-5吨/小时,在本实施例中为4吨/小时)主要的作用是:洗去尾气-中的甲醇、乙醛、乙酸乙酯、叔丁醇、双氧水、叔丁基过氧化氢等物质,形成尾气-。碱洗塔6(碱洗塔6中使用质量分数为2-30%的氢氧化钠溶液,喷淋量为1-5吨/小时,在本方案中,20%的氢氧化钠溶液,4吨/小时)的主要作用是:洗去尾气-中的二氧化碳,形成尾气-,二氧化碳在后续的深冷回收中容易形成干冰堵塞管道。干燥塔8(填料使用3a分子筛)是化工领域常用的用于干燥工业气体的结构,用于除去尾气
ⅴ
中的水分,形成尾气
ⅵ
(经过除水之后尾气
ⅵ
中的水含量将至1-10ppm),水在后续的深冷回收中容易形成冰堵塞管道。水冷却器7是常规的使用水为冷却介质的冷却器,在本实施例中,进水端温度7℃,出水端温度12℃。水冷却器7可通过降低尾气-的温度(降低至10~20℃),来降低尾气-的水饱和程度,形成尾气
ⅴ
,降低水饱和程度之后,再使用干燥塔8除水。水冷却器7和干燥塔8联合使用,进一步提高了除水效率。水冷却器7的使用为一种优化方案,也可以不使用水冷却器7。气柜4为现有技术中常用的工业气体储存结构,液环压机5为现有技术中常用的工业气体加压设备。
[0037]
预处理步骤如下:尾气通过第一物料入口进入第一气液分离罐2,尾气在第一气液分离罐2发生气液分离,液相部分沉降到第一气液分离罐2底部,气相部分从第一物料出口排出,该气相部分称为尾气-。尾气-通过第二物料入口进入水洗塔3,经水洗塔3的水洗作用,除去尾气-中的醋酸乙烯-乙烯共聚物,获得尾气-,尾气-从第二物料出口排出。尾气-通过第三物料入口进入气柜4,再从第三物料出口排出气柜4,气柜4起到了暂存和缓冲气体的作用。气柜4的布置是根据生产工艺流程的上下游连通、长周期稳定运行的需要设置的,工艺中,由于前序工艺通向水洗塔3内的气体是间歇性通入的,水洗塔3后设有气柜4缓存上游来气,保证后续工序连续稳定运行。从气柜4流出的尾气-经过第四物料入口进入液环压机5(给气体物料加压,使其具有足够的动力在系统中运行),经液环压机5的加压成为尾气-并从第四物料出口流出。尾气-从第五物料入口进入碱洗塔6,碱洗塔6可除去二氧化碳等酸性气体,获得尾气-,且尾气-从第五物料出口流出。尾气-通过第六物料入口流经水冷却器7(在本实施例中,进水端温度7℃,出水端温度12℃),温度降低,获得尾气
ⅴ
并
从第六物料出口流出,由于温度的降低,尾气
ⅴ
的水饱和度较尾气-低。尾气
ⅴ
从第七物料入口进入干燥塔8,充分除水之后,获得尾气
ⅵ
,且尾气
ⅵ
从第七物料出口流出,尾气
ⅵ
最后进入深冷回收单元1。各级尾气的参数见表1所示。
[0038]
2.深冷回收单元
[0039]
深冷回收单元1包括如图2所示的第一热交换器9、第二热交换器10、第三热交换器11、第二气液分离罐12、第三气液分离罐13、液态乙烯储罐14、节流膨胀装置15、第一气态乙烯储罐16和火炬系统17。第一热交换器9上设有相互连通的第八物料入口和第八物料出口,还设有相互连通的第二气态冷剂入口和第二气态冷剂出口。第七物料出口通过管道与第八物料入口连通,火炬系统17通过管道与第二气态冷剂出口连通。第二热交换器10上设有相互连通的第九物料入口和第九物料出口,还设有相互连通的第三液态冷剂入口和第三液态冷剂出口,第九物料入口和第八物料出口连通。第一气态乙烯储罐16通过管道与第三液态冷剂出口连通。第二气液分离罐12下部设有第十物料入口,上部设有第十物料出口,第十物料入口通过管道与第九物料出口连通。第三热交换器11上设有相互连通的第十一物料入口和第十一物料出口,还设有相互连通的第二液态冷剂入口和第二液态冷剂出口。第十一物料入口通过管道与第十物料出口连通。第三气液分离罐13下部设有第十二物料入口、第一液态冷剂出口和第一液态冷剂入口,第三气液分离罐13上部设有第一气态冷剂出口。第一液态冷剂出口通过管道与第二液态冷剂入口连通,该管道上设有节流膨胀装置15,节流膨胀装置15包括沿物料流动的方向依次设置的压缩机和节流阀,压缩机和节流阀均为现有技术中的常规设备,可实现节流膨胀使得流经的液体降温。液态乙烯储罐14通过管道与第一液态冷剂入口连通。第二液态冷剂出口通过管道与第三液态冷剂入口连通。
[0040]
深冷回收单元1中的设备的具体参数及用途情况如下:第二气液分离罐12和第三气液分离罐13为现有技术中化工领域常规的气液分离罐,利用气体与液体的比重不同,将气液混合物中的液体和气体分离。第二气液分离罐12的工作压力为0.1~1mpag,工作温度为-75~-65℃(在本实施例中,具体为0.5mpag,-70℃);第三气液分离罐13的工作压力为0.2~0.3mpag,工作温度为-125~-80℃(在本实施例中,具体为0.4mpag,-105℃)。第一热交换器9、第二热交换器10、第三热交换器11均采用常规的热交换器。常规的热交换器中设有热媒通道和冷剂通道,热媒和冷剂被固体间壁隔开,并通过间壁进行热量交换。三个热交换器中均设有热媒通道和冷剂通道。第一热交换器9的热媒通道两端分别为第八物料入口和第八物料出口;第一热交换器9的冷剂通道两端分别为第二气态冷剂入口和第二气态冷剂出口。第二热交换器10的热媒通道两端分别为第九物料入口和第九物料出口;第二热交换器10的冷剂通道两端分别为第三液态冷剂入口和第三液态冷剂出口。第三热交换器11的热媒通道两端分别为第十一物料入口和第十一物料出口;第三热交换器11的冷剂通道两端分别为第二液态冷剂入口和第二液态冷剂出口。火炬系统17为化工行业常规废气处理系统,常规的处理对象为无法回收和再加工的可燃和可燃有毒气体及蒸汽,用于实现安全排放,本方案具体使用的是地面火炬。第一气态乙烯储罐16和液态乙烯储罐14也为化工行业常规的储罐,用于储存工业气体或者液体。
[0041]
深冷回收的流程:深冷回收步骤主要包括了三次热交换,分别为预热交换、第一次分离热交换和第二次分离热交换。
[0042]
预热交换的过程为:尾气
ⅵ
进入第八物料入口,通过在第一热交换器9中进行热交
换,尾气
ⅵ
的温度降低,形成尾气
ⅶ
,并从第八物料出口流出至第九物料入口。预热交换实现了物料的初步冷却。
[0043]
第一次分离热交换的过程为:尾气
ⅶ
在第二热交换器10中进行热交换,尾气
ⅶ
的温度降低,形成尾气
ⅷ
,并从第九物料出口流出至第十物料入口。尾气
ⅷ
从第十物料入口进入第二气液分离罐12,尾气
ⅷ
在第二气液分离罐12中实现气液分离,其中液相部分留在第二气液分离罐12底部,气相部分即为尾气
ⅸ
,尾气
ⅸ
通过第十物料出口流出第二气液分离罐12,再进入第十一物料入口。
[0044]
第二次分离热交换的过程为:尾气
ⅸ
在第三热交换器11中通过热交换,温度降低,成为尾气
ⅹ
,尾气
ⅹ
通过第十一物料出口流出第三热交换器11,再通过第十二物料入口进入第三气液分离罐13,尾气
ⅹ
在第三气液分离罐13中实现气液分离。
[0045]
值得一提的是,本实施例深冷回收所用的冷剂相关情况如下:第三气液分离罐13中的液相部分沉降到第三气液分离罐13底部,形成液态乙烯,并从第一液态冷剂出口流出第三气液分离罐13。气相部分上行并通过第一气态冷剂出口流出第三气液分离罐13,气相部分即为气态冷剂。液态乙烯储罐14中暂存液态乙烯,用于设备刚开车时,向第三气液分离罐13提供液态乙烯(-90~-80℃,0.2~0.6mpag,99.5%液态乙烯,在本实施例中,具体为0.6mpag,-85℃),以启动整个循环过程,并在运行中间歇或者连续补充冷剂。使用液态乙烯做为冷剂,不用在液态乙烯储罐14和第三气液分离罐13之间设置加压设备,只需要将液态乙烯储罐14微微升温,即可提供气体在管道中运动的压力。液态乙烯经过压缩机和节流阀的作用,节流膨胀获得低温,获得液态冷剂-,液态冷剂-通过第二液态冷剂入口进入第三热交换器11,液态冷剂-作为冷剂对第三热交换器11中的物料(尾气
ⅸ
)通过热交换进行降温(液态冷剂-在第三热交换器11中的流向与尾气
ⅸ
的流向相反),完成降温后液态冷剂-成为液态冷剂-,并从第二液态冷剂出口流出,再进入第三液态冷剂入口。液态冷剂-通过第三液态冷剂入口进入第二热交换器10中,液态冷剂-作为冷剂对第二热交换器10中的物料(尾气
ⅶ
)通过热交换进行降温(液态冷剂-在第二热交换器10中的流向与尾气
ⅶ
的流向相反),完成降温后液态冷剂-成为气态的产物(为99.5%的气态乙烯,即回收目的产物),并从第三液态冷剂出口流出,再流入第一气态乙烯储罐16储存。
[0046]
气态冷剂(又称为不凝气体)通过第一气态冷剂出口流出第三气液分离罐13,进入第二气态冷剂入口,气态冷剂作为冷剂对第一热交换器9中的物料(尾气
ⅵ
)通过热交换进行降温(气态冷剂在第一热交换器9中的流向与尾气
ⅵ
的流向相反)。完成热交换之后,气态冷剂的温度升高,形成待处理废气,通过第二气态冷剂出口进入火炬系统17,燃烧处理。
[0047]
综上,预热交换使用的冷剂为第三气液分离罐13产生的气态冷剂(不凝气体),第二次分离热交换和第一次分离热交换均使用的是第三气液分离罐13产生的液态乙烯。液态乙烯经第二次分离热交换后,再进行第一次分离热交换。冷剂即为用于热交换器中的用于冷却物料的冷却介质。
[0048]
各级尾气、液态乙烯、液态冷剂-、液态冷剂-、产物(液态乙烯)、气态冷剂(不凝气体)和待处理废气的参数见表1所示。图2中的实线表示各级尾气的流向,虚线表示乙烯冷剂的流动方向(液态乙烯、液态冷剂-、液态冷剂-和产物),点划线表示气态冷剂的流动方向(气态冷剂和待处理废气)。最初始的尾气为醋酸乙烯-乙烯共聚物生产过程中的产物(初始尾气为醋酸乙烯-乙烯共聚物生产过程中的产生的尾气),来自于上游工艺中的脱泡槽。在
脱泡槽中通过升压脱泡获得初始尾气,在本实施例中,使用氮气升压脱泡,获得的初始尾气中的氮气含量较高其中成分以及含量如下:氧气0.6%、乙烷0.12%、氮气17.33%、二氧化碳1.44%、醋酸乙烯0.60%、甲烷0.23%、乙烯75.21%、甲醇0.18%,其余为少量的乙醛、乙酸乙酯、叔丁醇、双氧水、叔丁基过氧化氢和醋酸乙烯-乙烯共聚物(为分散在尾气中的共聚物颗粒)。经本工艺深冷回收制后,第一气态乙烯储罐16中乙烯的纯度达到99.5%。上述百分含量均为摩尔百分含量。
[0049]
表1:参数设置
[0050][0051][0052]
表1中,“温度范围(℃)”和“压力范围(mpag)”两列数据表示在上述温度和压力单位内,均可以实现对气体的纯化回收。“温度(℃)”和“压力(mpag)”两列数据表示本实施例具体采用的条件。
[0053]
3.本实施例方案的综合效果
[0054]
尾气中的气态的乙烯通过水冷却器7、第一热交换器9、第二热交换器10和第三热交换器11的四步冷却处理,成为液态的乙烯,醋酸乙烯与乙烯在第二气液分离罐12分离,氧气、乙烷、氮气、甲烷等不凝气在第三气液分离罐13内与乙烯分离。工艺中,并未将液态的乙烯直接回收,而是把液态的乙烯作为第二热交换器10和第三热交换器11的液态冷剂。这样,充分地利用了液态的乙烯的低温对第二热交换器10和第三热交换器11中的物料进行降温,不用额外购买其他冷剂(例如液氮)。另外,液态的乙烯是不能够直接用于醋酸乙烯-乙烯共
聚物的合成,需要将其加热之后,使之呈气态,才能用于醋酸乙烯-乙烯共聚物的合成。在本方案中,液态的乙烯作为第二热交换器10和第三热交换器11的液态冷剂,液态冷剂同时被加热,成为气态乙烯,这样就避免了专门加设针对液态乙烯加热设备。
[0055]
气态冷剂在本方案中实际是尾气中难以处理的不凝气体,需要对其进行燃烧处理,避免污染环境。但是,经过深冷处理之后,在第三气液分离罐13中的不凝气体(气态冷剂)温度过低,不能直接对其进行燃烧处理(温度过低不能有效燃烧),需要适当对其进行加热,才能进行后续的燃烧处理。在本方案中,利用气态冷剂温度低的特点作为第一热交换器9的冷剂。这样,即可以初步冷却尾气
ⅵ
,还可以使得不凝气体(气态冷剂)升温,升温后形成待处理废气,可以直接进入火炬系统17进行燃烧处理。
[0056]
据统计,采用本方案,实际可以回收乙烯数量约为1000吨/年。回收利用的乙烯代替了部分采购原料,降低生产成本为979.1万元/年。而本系统正常运行所需的成本为261.19万元/年。因此,本系统带来的直接经济效益可达580.43万元/年。另外,使用本系统,可减少了能源消耗,从而减少温室气体的排放,同时有效合理地利用了资源,可实现“绿色低碳”发展的目标。
[0057]
实施例2
[0058]
本实施例基本同实施例1,不同点在于,如图3所示,在第一气态乙烯储罐16上还通过管道连通有隔膜压缩机18,隔膜压缩机18通过管道连通有第二气态乙烯储罐19。产物通过隔膜压缩机18加压至16mpag,加压后的产物再通过管道输送进入第二气态乙烯储罐19,在此过程中,加压后的产物与外界发生热交换,逐步升温到常温,获得终产物。在使用醋酸乙烯以及乙烯为原材料合成醋酸乙烯-乙烯共聚物的反应用,可直接使用本实施例获得的终产物。隔膜压缩机18是化工领域常规的气体压缩设备,第二气态乙烯储罐19也是化工领域常规的气体储存设备。
[0059]
实施例3
[0060]
本实施例基本同实施例1,不同点在于,本实施例中不设置碱洗塔6,液环压机5和干燥塔8通过管道直接连通。在本实施例中,在上游工艺合成醋酸乙烯-乙烯共聚物时,不使用碳酸氢钠调节ph值,而是使用氢氧化钠,所以初始尾气中不含有二氧化碳,不需要设置碱洗塔6来除去二氧化碳。经本工艺的回收处理之后,可得到纯度为99.5%的气态乙烯。
[0061]
实施例4
[0062]
本实施例1基本同实施例1,不同点在于,使用不同工况的产生的初始尾气,在脱泡槽中通过乙烯升压脱泡获得初始尾气,在本实施例中初始尾气的成分具体为(摩尔百分数):氧气0.2%、乙烷0.24%、氮气1.59%、二氧化碳1.44%、醋酸乙烯0.34%、甲烷0.04~%、乙烯85.84%、乙醛0.39%,甲醇0.48%,水0.22%,其余为少量的乙酸乙酯、叔丁醇、双氧水、叔丁基过氧化氢和醋酸乙烯-乙烯共聚物(为分散在尾气中的共聚物)。经本工艺的回收处理之后,可得到纯度为99.5%以上的气态乙烯。
[0063]
以上所述的仅是本发明的实施例,方案中公知的具体技术方案和/或特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明技术方案的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips