
 商标分类
商标分类  商标转让
商标转让 
一种高强度高韧性的耐磨纤维强化塑料制备方法与流程
 2021-02-02 09:02:10|
2021-02-02 09:02:10| 307|
307| 起点商标网
起点商标网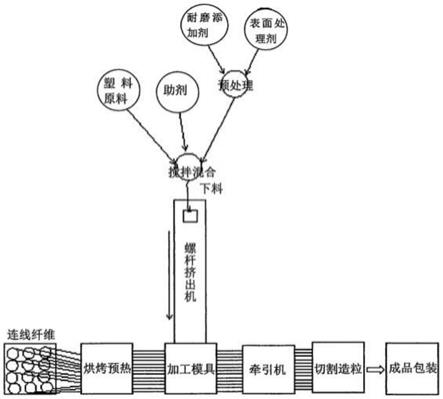
[0001]
本发明涉及一种纤维增强塑料及其制备方法,尤其涉及一种高强度高韧性的耐磨纤维强化塑料制备方法。
背景技术:
[0002]
纤维增强塑料,也称工程塑料,国际公认的缩写符号为gfrtp或frtp,是由合成树脂塑料原料和玻璃纤维经复合工艺,制作而成的一种功能型的新型材料。用途广泛。目前国内有连续纤维增强的聚丙烯,尼龙材料,但是专门用耐磨要求较高环境中的高耐磨性、高强度和高韧性的连续纤维增强塑料开发较少。因此,有必要针对这块专用材料市场,利用已有的连续纤维生产技术,开发具有高强度高韧性和较高耐磨性能的连续纤维增强塑料。
技术实现要素:
[0003]
针对背景技术中提到的问题,本发明的目的是提供一种高强度高韧性的耐磨纤维强化塑料制备方法,以解决背景技术中提到的问题。
[0004]
本发明的上述技术目的是通过以下技术方案得以实现的:一种高强度高韧性的耐磨纤维强化塑料制备方法,其特征在于,包括如下步骤:a)先将耐磨添加物与表面处理剂通过高速搅拌机按照一定比例进行表面处理,该高速搅拌机具有加热处理功能;
[0005]
b)接着将树脂、助剂与经过表面处理过的耐磨添加物通过高速搅拌机或捏合/密炼设备进行二次混合,并将二次混合后的物料经过螺杆式挤出机挤出;
[0006]
c)在螺杆式挤出机的出口处安装不同结构的口模,将连续纤维导入该口模,使得挤出的塑料填充物与连续纤维在口模内充分混合相容,并由后道牵引机将混合好的纤维塑料填充物的共混物,连续地由口模出口处导出;
[0007]
d)通过牵引机牵引冷却后,由切割设备切割成型。
[0008]
作为优选,所述步骤a)中表面处理剂的质量含量为1%-10%,所述高速搅拌机的加热温度为20-200度。
[0009]
作为优选,还包括连续纤维,所述连续纤维为连续玻璃纤维、连续碳纤维、连续玄武岩纤维、连续金属纤维、连续有机高温纤维和连续复合纤维的一种或其组合。
[0010]
作为优选,所述连续纤维包括100根~50000根连续纤维纱束,每根连续纤维的直径为2μm~50μ。
[0011]
作为优选,所述连续有机高温纤维为芳纶纤维、聚酰亚胺纤维、pbo纤维或陶瓷纤维;所述连续复合纤维为上述两种及两种以上纤维的混纺复合纤维组。
[0012]
作为优选,所述表面处理剂为硅烷类偶联剂、钛酸酯、铝酸酯、低分子量环氧树脂、聚氨酯树脂及低聚物或聚酯低聚物。
[0013]
作为优选,所述助剂为抗氧剂、光稳定剂、紫外光吸收剂、热稳定剂、金属保护剂、润滑剂、表面光亮剂、脱模剂、加工助剂或塑料成核剂。
[0014]
综上所述,本发明主要具有以下有益效果:本发明的高强度高韧性的耐磨纤维强
化塑料制备方法,通过不同种类的耐磨添加剂与不同树脂基体的添加配合使得连续纤维增强塑料材料的耐磨性更好,利用螺杆式挤出机并在其出口处安装不同结构的口模,将连续纤维导入该口模,使得挤出的塑料填充物与连续纤维在口模内充分混合相容后连续导出,工艺简单,易于实施。
附图说明
[0015]
图1为本发明的高强度高韧性的耐磨纤维强化塑料制备方法的制备过程示意图。
具体实施方式
[0016]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0017]
本发明提供的高强度高韧性的耐磨纤维强化塑料,包括如下组分:连续纤维、树脂、表面处理剂、助剂和耐磨添加物。
[0018]
表面处理剂包含:硅烷类偶联剂,钛酸酯,铝酸酯等金属类酸酯处理剂,环氧树脂,聚氨酯树脂及低聚物,聚酯低聚物。
[0019]
树脂原料:可以使用目前常用的热塑性塑料塑料品种包括但不限于聚丙烯,abs,pom,pbt,pc,pa6,pa66,pa612,pa610,ppa,pa46,pa6t,pi,peek,tpu,lcp,pps,mppo,以及上述两种或两种以上材料混合物等。
[0020]
助剂:包括抗氧剂,光稳定剂,紫外光吸收剂,热稳定剂,金属保护剂,润滑剂,表面光亮剂,脱模剂,加工助剂,塑料成核剂等
[0021]
连续纤维:包括连续玻璃纤维,连续碳纤维,连续玄武岩纤维,连续金属纤维(包括但不仅限于铜,不锈钢,铝,银,镍,钨等),连续有机高温纤维(包括但不限于芳纶纤维,聚酰亚胺纤维,pbo纤维等,连续陶瓷纤维(包括但不仅限于碳化硅),连续复合纤维(双层芯壳结构,芯可以为上述单一品种连续纤维,壳为前述纤维为载体附着的金属或陶瓷层(包括但不仅限于铁,铜,银,镍,金,钨等),以及上述两种及两种以上纤维的混纺复合纤维组(如碳纤维/玻璃纤维,碳纤维/不锈钢纤维,不锈钢纤维/芳纶纤维/碳纤维等)。
[0022]
纤维直径有2μm-50μm,该连续纤维非单一根连续纤维实为连续纤维纱束(包括但不仅限于100根-50000根范围)。
[0023]
耐磨添加物:聚四氟乙烯微粉(粒径1-20μm),分子量范围20万-50万,以及含有氟烯烃结构的有机氟高分子聚合物(包括但不限于pfa,etfe,pvdf,fep等),有机硅氧烷大分子材料(包括但不限于甲基硅氧烷结构,甲苯基硅氧烷结构)及上述有机硅大分子材料与二氧化硅的混合物,硅油,机械油,天然及人工合成石墨,具有片状结构的氮化物,含乙烯结构的均聚/共聚物以及超高分子量聚乙烯材料,钼的氧化物及硫化物,芳纶短纤维,碳纤维短纤维及粉末,石墨烯类材料,碳纳米管类材料,金属及金属氧化物(包括但不仅限于,铜粉,石英粉,氧化铝,氧化镁等),钛酸盐类化合物(包括但不仅限于钛酸钾),硫酸盐类矿物(包括但不仅限于硫酸钙),玻璃微珠(目数200目
--
5000目)包括实心空心两种结构,陶瓷微珠,碳化硅纤维,天然贝壳粉末。
[0024]
本发明针对提高耐磨性要求的各种耐磨添加物进行表面处理后,与不同树脂原料按照不同重量进行混合,加热,通过共混输送设备挤出,经过纤维塑料共混模具,经牵引机牵引冷却,切造粒制备。如图1所示,具体制备过程如下:
[0025]
1、耐磨添加物与表面处理剂通过高速搅拌机按照一定比例进行表面处理,表面处理剂的质量含量为1%-10%。该高速搅拌机具有加热处理功能,加热温度为20-200度;
[0026]
2、树脂原料(颗粒状或粉末状),塑料助剂与已经处理过的耐磨添加物通过高速搅拌机或捏合/密炼设备进行二次混合;
[0027]
3、将第二步处理所得物料经过螺杆式挤出机挤出。该螺杆式挤出包含但不限于单,双,三螺杆型挤出机;
[0028]
4、将第四部挤出机口模部分安装不同结构的口模,将连续纤维导入该口模,使得第四步挤出之塑料填充物与纤维在口模内充分混合相容,同时尽量保证进入的纤维连续性不断,由后道牵引机将混合好的纤维塑料填充物的共混物,连续的由口模出口处(包括圆孔状但不限于圆孔状,可以是扁平状,片状,以及平面几何形状)导出;
[0029]
5、由牵引机牵引经过冷却后,由切割设备切成包括5mm-50mm但不限于50mm长度等长的圆柱状(外径3-6mm),片状,扁平状颗粒或纤维单一长条状或连续长度的型材异型材。
[0030]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips