
 商标分类
商标分类  商标转让
商标转让 
一种阻燃抗静电聚乙烯复合材料及其制备方法与应用与流程
 2021-02-02 09:02:41|
2021-02-02 09:02:41| 322|
322| 起点商标网
起点商标网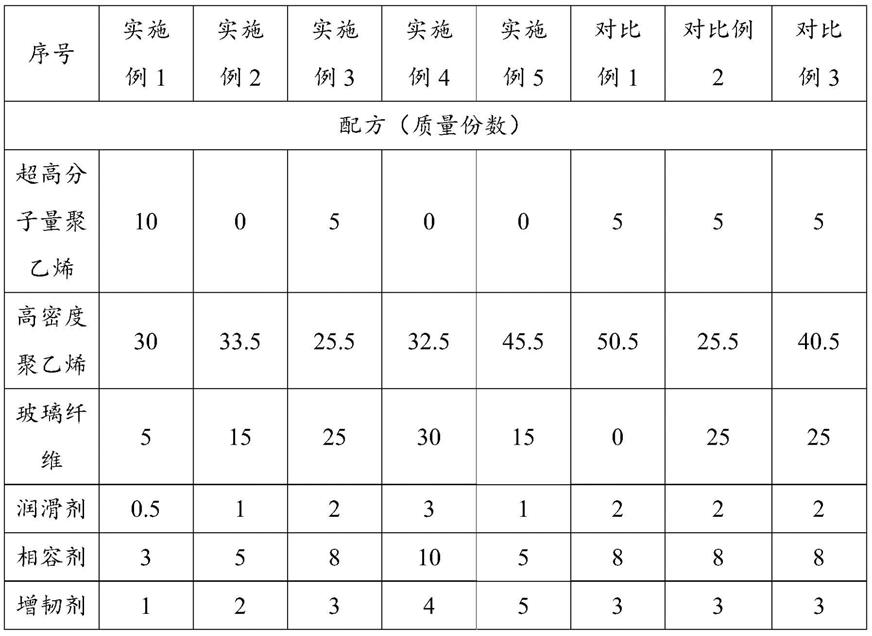
[0001]
本公开涉及高分子材料技术领域,具体提供一种阻燃抗静电聚乙烯复合材料及其制备方法与应用。
背景技术:
[0002]
这里的陈述仅提供与本公开有关的背景信息,而不必然构成现有技术。
[0003]
聚乙烯(polyethylene,简称pe)具有优良的耐低温性能(最低使用温度可达-100~-70℃),化学稳定性好,能耐大多数酸碱的侵蚀。现聚乙烯被广泛用于薄膜制品、管板材、中空制品、注塑制品等领域,但由于聚乙烯本身强度有限,屈服强度较高的高密度聚乙烯也仅能达到23mpa,即使是作为工程塑料难以加工成型的超高分子量聚乙烯,其强度也仅有40mpa,这大大限制了聚乙烯材料在工矿中的应用,并且由于聚乙烯本身结构特性,导致其制品易燃烧,表面容易电荷积聚形成静电。特别是工矿领域制品,对阻燃抗静电性能及其安全稳定性要求极高。
[0004]
由于聚乙烯材料本身不具备阻燃抗静电性能,现有技术中通常在聚乙烯材料中加入抗静电剂、阻燃剂等,但发明人发现,现有技术中,若要达到工矿使用的要求需添加大量的抗静电剂与阻燃剂,这会导致材料强度减弱、脆性增大。
[0005]
另外,为实现聚乙烯材料增强,现有技术中通常在其中掺杂玻璃纤维,但发明人发现,现有技术中短纤增强聚乙烯材料中所掺杂的玻璃纤维长度较短,增强、增韧效果不明显。
技术实现要素:
[0006]
针对现有技术中抗静电阻燃聚乙烯材料强度低、韧性差,且短玻纤增强效果欠佳的问题。
[0007]
本公开一个或一些实施方式中,提供一种阻燃抗静电聚乙烯复合材料,包括按质量分数计的聚乙烯树脂20-60份,玻璃纤维5-30份,润滑剂0.5-3份,相容剂1-10份,增韧剂0-5份,抗氧剂0.2-0.5,抗静电母粒15-40份,阻燃母粒5-10份;
[0008]
所述玻璃纤维为无碱玻璃纤维无捻粗纱;纤维直径为8-15um。
[0009]
本公开一个或一些实施方式中,提供上述阻燃抗静电聚乙烯复合材料的制备方法,包括如下步骤:
[0010]
(1)按比例称取聚乙烯树脂、润滑剂、阻燃母粒、抗静电母粒、相容剂、增韧剂、抗氧剂,经高速混料机均匀混合;
[0011]
(2)将步骤(1)中混合后的物料加入同向双螺杆挤出机中,同时由开口处加入玻璃纤维,形成熔体,熔体经模口后牵条经过水槽、切粒机,出料,既得。
[0012]
本公开一个或一些实施方式中,提供一种聚乙烯管材,包括上述阻燃抗静电聚乙烯复合材料或上述阻燃抗静电聚乙烯复合材料的制备方法制得的产品。
[0013]
本公开一个或一些实施方式中,提供一种聚乙烯板材,包括上述阻燃抗静电聚乙
烯复合材料或上述阻燃抗静电聚乙烯复合材料的制备方法制得的产品。
[0014]
上述技术方案中的一个或一些技术方案具有如下优点或有益效果:
[0015]
1)本公开玻璃纤维、阻燃剂、抗静电母粒之间有配合关系,具体的,本公开所述的玻璃纤维较长,可以充分发挥玻璃纤维的增强、增韧性能,从结果来看,增强效果较佳。本公开也通过实验证明了,所述的玻璃纤维的添加除了使聚乙烯复合材料力学性能提高-,还能够与阻燃剂协同,进一步提高聚乙烯复合材料的综合性能。
[0016]
2)本公开提供的阻燃抗静电聚乙烯复合材料具有较优异的物理机械性能和加工性能,同时具有较优异的阻燃抗静电性能,可适用于聚乙烯管材、板材挤出成型,注塑成型,其制品非常适合工矿领域使用。
[0017]
3)本公开提供了阻燃抗静电聚乙烯复合材料的制备方法,将步骤(1)中混合后的物料加入改制同向双螺杆挤出机中,同时由开口处加入玻璃纤维无捻粗纱,玻纤会在物料熔体的带动下前进,同时被双螺杆挤出机螺杆中的剪切块剪断成短纤维,均匀的分散于熔体中,熔体经模口后牵条经过水槽、切粒机,最终得到阻燃抗静电玻纤增强聚乙烯复合材料颗粒。该方法制备的复合材料玻纤分散均匀,纤维长度较长,工艺简单易操作。
具体实施方式
[0018]
下面将对本公开实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本公开的一部分实施例,而不是全部实施例。基于本公开的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本公开保护的范围。
[0019]
针对现有技术中抗静电聚乙烯材料使用年限短,安全系数低,阻燃聚乙烯材料掺杂玻璃纤维增强后影响阻燃性能,且增强效果欠佳的问题。
[0020]
本公开一个或一些实施方式中,提供一种阻燃抗静电聚乙烯复合材料,包括按质量分数计的聚乙烯树脂20-60份,玻璃纤维5-30份,润滑剂0.5-3份,相容剂1-10份,增韧剂0-5份,抗氧剂0.2-0.5,抗静电母粒15-40份,阻燃母粒5-10份;
[0021]
所述玻璃纤维为无碱玻璃纤维无捻粗纱;纤维直径为8-15um。
[0022]
本公开所述的玻璃纤维较长,可以充分发挥玻璃纤维的增强性能,从结果来看,增强效果较佳。本公开也通过实验证明了,所述的玻璃纤维的添加除了使聚乙烯复合材料力学性能提高外,还能够与阻燃剂协同,进一步提高聚乙烯复合材料的综合性能。
[0023]
优选的,所述抗静电母粒包括按质量分数计的超导电炭黑20-40份,聚乙烯树脂50-70份,分散剂5-15份;
[0024]
优选的,超导电炭黑30份,聚乙烯树脂60份,分散剂10份;
[0025]
优选的,所述超导电炭黑其dbp吸收值300-460ml/100g,米电阻<1.5ω;
[0026]
优选的,所述分散剂为聚乙烯蜡,其分子量为2000-4000;
[0027]
或,所述阻燃母粒为红磷阻燃母粒,优选的,其红磷含量>40%。
[0028]
优选的,所述润滑剂为聚乙烯蜡、氧化聚乙烯蜡、硅酮母粒、含氟加工助剂ppa中的一种或多种;
[0029]
优选的,所述聚乙烯树脂为茂金属聚乙烯,其在190℃下熔指为1-20g/10min,密度为0.91-0.93g/cm
3
;
[0030]
优选的,所述相容剂为马来酸酐接枝聚乙烯pe-mah;
[0031]
优选的,所述增韧剂为乙烯辛烯共聚物poe;
[0032]
优选的,所述抗氧剂为多酚受阻酚抗氧剂1010、1076、亚磷酸酯类抗氧剂168、复合抗氧剂215、225一种或多种。
[0033]
优选的,所述聚乙烯树脂为超高分子量聚乙烯uhmwpe、高密度聚乙烯hdpe中的至少一种;
[0034]
优选的,所述超高分子量聚乙烯平均分子量为150-300万。
[0035]
本公开一个或一些实施方式中,提供上述阻燃抗静电聚乙烯复合材料的制备方法,包括如下步骤:
[0036]
(1)按比例称取聚乙烯树脂、润滑剂、阻燃母粒、抗静电母粒、相容剂、增韧剂、抗氧剂,经高速混料机均匀混合;
[0037]
(2)将步骤(1)中混合后的物料加入同向双螺杆挤出机中,同时由开口处加入玻璃纤维,形成熔体,熔体经模口后牵条经过水槽、切粒机,出料,既得。
[0038]
将步骤(1)中混合后的物料加入改制同向双螺杆挤出机中,同时由开口处加入玻璃纤维无捻粗纱,玻纤会在物料熔体的带动下前进,同时被双螺杆挤出机螺杆中的剪切块剪断成短纤维,均匀的分散于熔体中,熔体经模口后牵条经过水槽、切粒机,最终得到阻燃抗静电玻纤增强聚乙烯复合材料颗粒。该方法制备的复合材料玻纤分散均匀,纤维长度较长,工艺简单易操作。
[0039]
优选的,步骤(1)中,所述高速混料机转速为100-300r/min;
[0040]
优选的,步骤(2)中,所述同向双螺杆挤出机挤出温度为180-240℃,转速为200-400r/min,优选为250-300r/min,模头压力为1.0-5.5mpa,优选为1.0-3.5mpa。发明人发现,控制模头压力与在适当范围,所制得的短纤维长度更长,增强效果更明显。
[0041]
优选的,所述抗静电母粒的制备方法为:按比例称取超导电炭黑、聚乙烯树脂、分散剂,加入捏炼机中捏炼,捏炼后料块经单螺杆挤出造粒,得到抗静电母粒;
[0042]
优选的,所述捏炼时间为10-30分钟,
[0043]
优选的,捏炼温度为130-160℃,
[0044]
优选的,挤出温度为160-190℃。
[0045]
优选的,所述同向双螺杆挤出机为改制同向双螺杆挤出机,长径比为40-45:1,其与常规的同向双螺杆挤出机区别在于,在第7温区料筒上方单独开口,在该位置完成玻璃纤维添加。
[0046]
本公开一个或一些实施方式中,提供一种聚乙烯管材,包括上述阻燃抗静电聚乙烯复合材料或上述阻燃抗静电聚乙烯复合材料的制备方法制得的产品。
[0047]
本公开一个或一些实施方式中,提供一种聚乙烯板材,包括上述阻燃抗静电聚乙烯复合材料或上述阻燃抗静电聚乙烯复合材料的制备方法制得的产品。
[0048]
实施例1-5,对比例1-3各组分配方如表1所示,单位为质量份数。
[0049]
其中,超高分子量聚乙烯:uhmwpe pm200日本三井化学;
[0050]
高密度聚乙烯:xrt70道达尔;
[0051]
玻璃纤维:热塑长纤(无碱玻璃纤维无捻粗纱)t635b泰山玻璃纤维有限公司;
[0052]
润滑剂:氧化聚乙烯蜡ac-629霍尼韦尔;
[0053]
相容剂:pe1040美国埃克森美孚;
[0054]
增韧剂:poe lc670韩国lg化学;
[0055]
抗氧剂:抗氧剂1010三丰化工;
[0056]
阻燃母粒:rpm650中蓝晨光;
[0057]
抗静电母粒选用原料:
[0058]
超导电炭黑:捷克导电炭黑ac-80;
[0059]
茂金属聚乙烯:pe5220g陶氏化学;
[0060]
分散剂:聚乙烯蜡青岛赛诺化工有限公司;
[0061]
表1
[0062]
[0063][0064]
阻燃抗静电聚乙烯复合材料的制备方法,包括如下步骤:
[0065]
(1)按比例称取聚乙烯树脂、润滑剂、阻燃母粒、抗静电母粒、相容剂、增韧剂、抗氧剂,经高速混料机均匀混合;
[0066]
(2)将步骤(1)中混合后的物料加入同向双螺杆挤出机中,同时由开口处加入玻璃纤维,形成熔体,熔体经模口后牵条经过水槽、切粒机,出料,既得。
[0067]
将实施例1-5,对比例1-3制得的材料进行力学性能测试,结果如表2所示。
[0068]
测试方法:
[0069]
拉伸试验测试方法:gb/t 1040;
[0070]
弯曲试验测试方法:gb/t 9341;
[0071]
冲击试验测试方法:gb/t 1043;
[0072]
表面电阻与阻燃性能测试方法:mt 113(酒精喷灯法);
[0073]
纤维平均长度测试方法:显微镜观测法。
[0074]
表2
[0075]
[0076][0077]
从对比例1的来看,对比例1制得的聚乙烯复合材料拉伸强度、弯曲强度最差,冲击强度也低于实施例1.2,显然玻璃纤维的添加可以大大增强聚乙烯复合材料的力学性能,一定程度上改善材料韧性;
[0078]
从实施例3、4与对比例1阻燃效果对比来看,实施例4虽然阻燃剂添加量低于实施例3,但由于实施例4玻纤含量较高,阻燃效果要优于实施例3,实施例3与对比例1阻燃效果对比来看,由于对比例1未添加玻璃纤维,阻燃效果极差,由此可知,玻璃纤维的加入能够有效协同阻燃剂阻燃。
[0079]
从实施例3和对比例2的对比来看,二者仅加工工艺不同,而实施例3所述的聚乙烯复合材料无论力学性能还是阻燃性能均优于对比例2,显然,本公开所述的玻璃纤维的添加除了使聚乙烯复合材料具备较高的力学性能外,较长的玻璃纤维能够与阻燃剂更好的协同,进一步提高阻燃效率。
[0080]
从对比例2与对比例3的对比来看,导电炭黑的加入对体系力学性能具有一定的提升作用,特别是拉伸性能。
[0081]
而实施例3所述的聚乙烯复合材料力学性能最佳,显然各比例之间有配合关系。
[0082]
从实施例1-5,对比例1-3来看,控制模头压力与主机转速在适当范围,所制得的短纤维长度更长,增强效果更明显
[0083]
以上所揭露的仅为本公开的优选实施例而已,当然不能以此来限定本公开之权利范围,因此依本公开申请专利范围所作的等同变化,仍属本公开所涵盖的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips