
 商标分类
商标分类  商标转让
商标转让 
一种高性能环保包装膜及其制备方法与流程
 2021-02-02 07:02:39|
2021-02-02 07:02:39| 336|
336| 起点商标网
起点商标网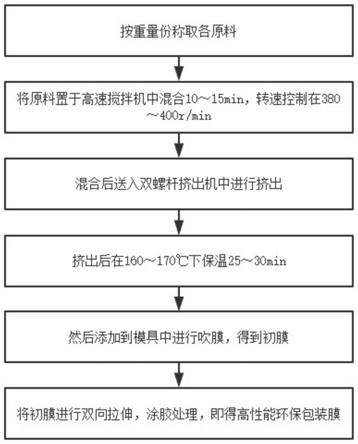
[0001]
本发明涉及包装膜技术领域,尤其涉及一种高性能环保包装膜及其制备方法。
背景技术:
[0002]
包装膜因其优异的延展性、韧性,且具有抗穿刺能力,被广泛使用,在外贸出口、造纸、五金、塑料化工、建材、食品医药行业;随着技术的进步,人们对包装膜的品质要求也越来越高,目前的包装膜虽能够满足一定的包装需求,但是其热收缩性能、强度等综合产品质量还需要进一步提升。
[0003]
经检索,中国专利申请号为cn201711388740.7的专利,公开了一种环保bopp软包装膜及其制备方法,由以下重量份的原料制备而成:聚丙烯10~20份、聚羟基脂肪酸酯15~30份、丝素蛋白5~10份、羧甲基纤维素6~13份、壳聚糖4~8份、聚己内酯4~8份、麦醇溶蛋白5~12份、滑石粉3~7份、聚乳酸4~10份、环氧大豆油酸丁酯5~9份、植酸3~6份、十二烷基二甲基胺乙内酯2~6份,上述专利中的软包装膜其热收缩性能、强度等综合产品质量还需要进一步提升。
技术实现要素:
[0004]
本发明的目的是为了解决现有技术中存在的缺点,而提出的一种高性能环保包装膜及其制备方法。
[0005]
为了实现上述目的,本发明采用了如下技术方案:
[0006]
一种高性能环保包装膜,成分按重量份计,包括线型低密度聚乙烯90~110份、pvc树脂100~120份、热塑性淀粉25~38份、聚乳酸35~44份、乙烯-乙烯醇共聚物22~28份、聚乙烯醇20~24份、季戊四醇单月桂酸酯2~5份、甲基丙烯酸甲酯0.1~1份、硬脂酸铁1.1~1.6份、稳定剂0.2~2份、润滑剂2~5份、抗氧剂2.5~6份、纳米二氧化钛15~25份、环保型增塑剂6~10份、环保助剂7.5~15份。
[0007]
优选地:所述环保助剂包括紫外线吸收剂5~11份、碳化硼1~2.5份、无机抗菌剂0.5~1.5份。
[0008]
优选地:所述环保型增塑剂包括对苯二甲酸二(2-乙基己)酯2~3份、聚氯乙烯1.5~2份、三亚甲基醚2~4份、二季戊四醇0.1~0.2份、缩醛化聚乙烯醇0.4~0.8份。
[0009]
优选地:将所述成分进一步限定为线型低密度聚乙烯102~108份、pvc树脂115~118份、热塑性淀粉33~36份、聚乳酸41~43份、乙烯-乙烯醇共聚物25~27份、聚乙烯醇22~23份、季戊四醇单月桂酸酯4份、甲基丙烯酸甲酯0.5~0.7份、硬脂酸铁1.5份、稳定剂1.2份、润滑剂4份、抗氧剂5份、纳米二氧化钛18~22份、环保型增塑剂8~10份、环保助剂10~12份。
[0010]
优选地:所述环保助剂包括紫外线吸收剂7.5~9份、碳化硼1.5~2份、无机抗菌剂1份。
[0011]
优选地:所述环保型增塑剂包括对苯二甲酸二(2-乙基己)酯2.5~3份、聚氯乙烯
1.5~2份、三亚甲基醚3.5~4份、二季戊四醇0.1~0.2份、缩醛化聚乙烯醇0.4~0.8份。
[0012]
一种高性能环保包装膜的制备方法,包括下列步骤:
[0013]
s1:按重量份称取各原料;
[0014]
s2:将原料置于高速搅拌机中混合10~15min,转速控制在380~400r/min;
[0015]
s3:混合后送入双螺杆挤出机中进行挤出;
[0016]
s4:挤出后在160~170℃下保温25~30min;
[0017]
s5:然后添加到模具中进行吹膜,得到初膜;
[0018]
s6:将初膜进行双向拉伸,涂胶处理,即得高性能环保包装膜。
[0019]
优选地:所述s3步骤中,双螺杆挤出机的参数为:一区温度190~205℃、二区温度为210~220℃,三区温度为225~230℃,四区温度为230~240℃,机头温度为225~230℃,螺杆转速为9.5~10.5r/min。
[0020]
优选地:所述s1步骤原料中的环保型增塑剂制备方法包括如下步骤:
[0021]
s11:向反应釜中添加原料,水浴加热至90~95℃后,提升温度至110~140℃,期间进行持续搅拌,制得半成品备用;
[0022]
s12:将s11步骤的产物经过碱洗调节ph至6后,经水洗调节ph至7;
[0023]
s13:将s12步骤的产物干燥至恒重,得到环保型增塑剂。
[0024]
优选地:所述s11步骤的反应压强控制在0.3~0.5mpa,反应时间为40~50min。
[0025]
本发明的有益效果为:
[0026]
1.本发明制备的高性能环保包装膜,具有良好的热收缩性能,同时韧性较强,且具备一定的抗皱效果;适用于各种高速自动包装机械的要求,能够起到很好的起到防潮、防尘作用。
[0027]
2.本发明利用环保型增塑剂制备高性能环保包装膜,相对于传统包装膜环保型更优异,符合社会需求,泛用性广。
[0028]
3.本发明制备的高性能环保包装膜,通过添加紫外线吸收剂、碳化硼、无机抗菌剂等成分,不仅提升了耐高温、耐酸碱腐蚀和强度,而且进一步提升了环保性能,保障了产品质量。
附图说明
[0029]
图1为本发明提出的一种高性能环保包装膜的制备方法的流程图。
具体实施方式
[0030]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
[0031]
实施例1:
[0032]
一种高性能环保包装膜,其成分按重量份计,包括线型低密度聚乙烯90~110份、pvc树脂100~120份、热塑性淀粉25~38份、聚乳酸35~44份、乙烯-乙烯醇共聚物22~28份、聚乙烯醇20~24份、季戊四醇单月桂酸酯2~5份、甲基丙烯酸甲酯0.1~1份、硬脂酸铁1.1~1.6份、稳定剂0.2~2份、润滑剂2~5份、抗氧剂2.5~6份、纳米二氧化钛15~25份、环保型增塑剂6~10份、环保助剂7.5~15份。
[0033]
所述环保助剂包括紫外线吸收剂5~11份、碳化硼1~2.5份、无机抗菌剂0.5~1.5份。
[0034]
所述环保型增塑剂包括对苯二甲酸二(2-乙基己)酯2~3份、聚氯乙烯1.5~2份、三亚甲基醚2~4份、二季戊四醇0.1~0.2份、缩醛化聚乙烯醇0.4~0.8份。
[0035]
实施例2:
[0036]
一种高性能环保包装膜,其成分在实施例1的基础上进一步限定为线型低密度聚乙烯102~108份、pvc树脂115~118份、热塑性淀粉33~36份、聚乳酸41~43份、乙烯-乙烯醇共聚物25~27份、聚乙烯醇22~23份、季戊四醇单月桂酸酯4份、甲基丙烯酸甲酯0.5~0.7份、硬脂酸铁1.5份、稳定剂1.2份、润滑剂4份、抗氧剂5份、纳米二氧化钛18~22份、环保型增塑剂8~10份、环保助剂10~12份。
[0037]
所述环保助剂包括紫外线吸收剂7.5~9份、碳化硼1.5~2份、无机抗菌剂1份。
[0038]
所述环保型增塑剂包括对苯二甲酸二(2-乙基己)酯2.5~3份、聚氯乙烯1.5~2份、三亚甲基醚3.5~4份、二季戊四醇0.1~0.2份、缩醛化聚乙烯醇0.4~0.8份。
[0039]
实施例3:
[0040]
一种实施例1或2所述的高性能环保包装膜的制备方法,依次包括下列步骤:
[0041]
s1:按重量份称取各原料;
[0042]
s2:将原料置于高速搅拌机中混合10~15min,转速控制在380~400r/min;
[0043]
s3:混合后送入双螺杆挤出机中进行挤出;
[0044]
s4:挤出后在160~170℃下保温25~30min;
[0045]
s5:然后添加到模具中进行吹膜,得到初膜;
[0046]
s6:将初膜进行双向拉伸,涂胶处理,即得高性能环保包装膜。
[0047]
所述s3步骤中,双螺杆挤出机的参数为:一区温度190~205℃、二区温度为210~220℃,三区温度为225~230℃,四区温度为230~240℃,机头温度为225~230℃,螺杆转速为9.5~10.5r/min。
[0048]
所述s1步骤原料中的环保型增塑剂制备方法包括如下步骤:
[0049]
s11:向反应釜中添加原料,水浴加热至90~95℃后,提升温度至110~140℃,期间进行持续搅拌,制得半成品备用;
[0050]
s12:将s11步骤的产物经过碱洗调节ph至6后,经水洗调节ph至7;
[0051]
s13:将s12步骤的产物干燥至恒重,得到环保型增塑剂。
[0052]
所述s11步骤的反应压强控制在0.3~0.5mpa,反应时间为40~50min。
[0053]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips