
 商标分类
商标分类  商标转让
商标转让 
一种应用于高耐磨电动轮胎的TPE材料及其制备方法与流程
 2021-02-02 07:02:21|
2021-02-02 07:02:21| 380|
380| 起点商标网
起点商标网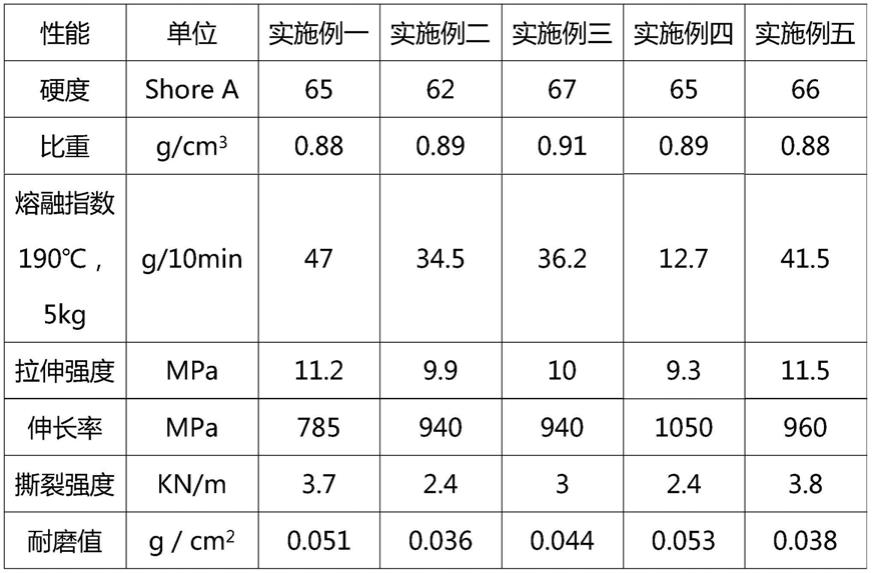
一种应用于高耐磨电动轮胎的tpe材料及其制备方法
技术领域
[0001]
本发明涉及热塑性弹性体材料技术领域,尤其涉及一种应用于高耐磨电动轮胎的tpe材料及其制备方法。
背景技术:
[0002]
热塑性弹性体材料tpe(thermoplastic elastomer)是一种具有橡胶高弹性又兼具可挤出注塑加工成型的材料,且热塑性弹性体材料具有优良的着色性、柔软的触感、较好的耐候性、抗疲劳性等,同时材料在制备过程中不添加邻苯二甲酸盐等塑化剂材料相对pvc来说更加绿色环保,无毒无害,符合欧美等国的环保要求,应用范围较广泛。
[0003]
需指出的是,对于现有的电动轮胎而言,在实际使用过程中存在以下缺陷,具体的:1、电动轮胎耐磨差,长时间骑行后易开裂;2、使用橡胶轮胎不可回收,增塑剂对环境造成污染等的情形。
技术实现要素:
[0004]
本发明的目的在于针对现有技术的不足而提供一种应用于高耐磨电动轮胎的tpe材料,该应用于高耐磨电动轮胎的tpe材料能够有效地提升电动轮胎的耐磨性、回弹性,并能够增加电动轮胎使用寿命,且该tpe材料所生产的电动车轮胎环保无毒、可回收再用、不会对环境造成污染。
[0005]
本发明的另一目的在于提供一种应用于高耐磨电动轮胎的tpe材料的制备方法,该制备方法能够有效地生产制备应用于高耐磨电动轮胎的tpe材料,且所生产制备的tpe材料能够有效地提升电动轮胎的耐磨性、回弹性,并能够增加电动轮胎使用寿命,且该tpe材料所生产的电动车轮胎环保无毒、可回收再用、不会对环境造成污染。
[0006]
为达到上述目的,本发明通过以下技术方案来实现。
[0007]
一种应用于高耐磨电动轮胎的tpe材料,包括有以下重量份的物料,具体的:
[0008]
sebs:30-45份
[0009]
矿物油:30-45份
[0010]
聚烯烃:5-15份
[0011]
相容剂:4-12份
[0012]
耐磨剂:0.1-3份
[0013]
助剂:0.1-3份。
[0014]
其中,所述聚烯烃为聚丙烯、聚乙烯或者乙烯-辛烯共聚物。
[0015]
其中,所述相容剂为sebs马来酸接枝共聚物、poe马来酸接枝共聚物、pp马来酸接枝共聚物。
[0016]
其中,所述耐磨剂为硅酮、硅酮粉,芥酸酰胺。
[0017]
其中,所述助剂为抗氧剂。
[0018]
一种应用于高耐磨电动轮胎的tpe材料的制备方法,其包括有以下工艺步骤,具体
的:
[0019]
步骤1、按照以下重量份准确称取物料,sebs:30-45份、矿物油:30-45份、聚烯烃:5-15份、相容剂:4-12份、耐磨剂:0.1-3份、助剂:0.1-3份;
[0020]
步骤2、将称取好的sebs、矿物油依次加入到高速搅拌桶中进行搅拌处理,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为15-30min;
[0021]
步骤3、待sebs、矿物油于高速搅拌桶搅拌混合完毕后,继续向高速搅拌桶中加入称取好的聚烯烃、相容剂、耐磨剂以及助剂,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为3-5min,以得到tpe混合料;
[0022]
步骤4、将步骤3所得到的tpe混合料放入至螺杆长径比为48:1的双螺杆挤出机中进行挤出成型,挤出成型的挤出温度为190℃-230℃,挤出成型时双螺杆挤出机的螺杆转速为300r/min-450r/min,经熔融挤出造粒,从而得到高耐磨电动轮胎tpe材料。
[0023]
其中,所述聚烯烃为聚丙烯、聚乙烯或者乙烯-辛烯共聚物。
[0024]
其中,所述相容剂为sebs马来酸接枝共聚物、poe马来酸接枝共聚物、pp马来酸接枝共聚物。
[0025]
其中,所述耐磨剂为硅酮、硅酮粉,芥酸酰胺。
[0026]
其中,所述助剂为抗氧剂。
[0027]
本发明的有益效果为:本发明所述的一种应用于高耐磨电动轮胎的tpe材料,其包括有以下重量份的物料:sebs:30-45份、矿物油:30-45份、聚烯烃:5-15份、相容剂:4-12份、耐磨剂:0.1-3份、助剂:0.1-3份。该应用于高耐磨电动轮胎的tpe材料能够有效地提升电动轮胎的耐磨性、回弹性,并能够增加电动轮胎使用寿命,且该tpe材料所生产的电动车轮胎环保无毒、可回收再用、不会对环境造成污染。
[0028]
本发明的另一有益效果为:本发明所述的一种应用于高耐磨电动轮胎的tpe材料的制备方法,其包括有以下工艺步骤:步骤1、按照以下重量份准确称取物料,sebs:30-45份、矿物油:30-45份、聚烯烃:5-15份、相容剂:4-12份、耐磨剂:0.1-3份、助剂:0.1-3份;步骤2、将称取好的sebs、矿物油依次加入到高速搅拌桶中进行搅拌处理,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为15-30min;步骤3、待sebs、矿物油于高速搅拌桶搅拌混合完毕后,继续向高速搅拌桶中加入称取好的聚烯烃、相容剂、耐磨剂以及助剂,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为3-5min,以得到tpe混合料;步骤4、将步骤3所得到的tpe混合料放入至螺杆长径比为48:1的双螺杆挤出机中进行挤出成型,挤出成型的挤出温度为190℃-230℃,挤出成型时双螺杆挤出机的螺杆转速为300r/min-450r/min,经熔融挤出造粒,从而得到高耐磨电动轮胎tpe材料。通过上述工艺步骤设计,该制备方法能够有效地生产制备应用于高耐磨电动轮胎的tpe材料,且所生产制备的tpe材料能够有效地提升电动轮胎的耐磨性、回弹性,并能够增加电动轮胎使用寿命,且该tpe材料所生产的电动车轮胎环保无毒、可回收再用、不会对环境造成污染。
具体实施方式
[0029]
下面结合具体的实施方式来对本发明进行说明。
[0030]
一种应用于高耐磨电动轮胎的tpe材料,其包括有以下重量份的物料:
[0031]
sebs:30-45份
[0032]
矿物油:30-45份
[0033]
聚烯烃:5-15份
[0034]
相容剂:4-12份
[0035]
耐磨剂:0.1-3份
[0036]
助剂:0.1-3份。
[0037]
需解释的是,所述sebs采用台橡:6151/6159、美国科腾:1651/1633、李长荣:7551/7533、岳阳石化:yh-503t/yh-602t/yh-561其中一种或几种。所述矿物油采用韩国双龙:60n/150n/250n、新疆克拉玛依:kdn4006/kdn4010。所述聚烯烃为聚丙烯、聚乙烯或者乙烯-辛烯共聚物,且聚烯烃具体采用台聚:k1011/5090t/p366、茂名石化:7042/t30s、埃克森美孚:3980/3000、陶氏:8200/39001其中一种或几种。所述相容剂为sebs马来酸接枝共聚物、poe马来酸接枝共聚物或者pp马来酸接枝共聚物,且相容剂具体采用科腾:1901、陶氏:gr216、杜邦:n493/353d、合成hs1-009a、hs1-030a其中一种或几种。所述耐磨剂为硅酮、硅酮粉或者芥酸酰胺,且耐磨剂具体采用美国道康宁:mb50-002/rm4-7081、德国瓦克:pa445200、德国赢创:e525、日本禾大:er-ch其中一种或几种。所述助剂为抗氧剂,且助剂具体采用巴斯夫:1010/168/1076其中一种或几种。
[0038]
实施例一,一种应用于高耐磨电动轮胎的tpe材料,其包括有以下重量份的物料:
[0039]
sebs(岳阳石化:yh-503t):41份
[0040]
矿物油(韩国双龙:150n):41份
[0041]
聚烯烃(台聚:k1011):6份
[0042]
相容剂(杜邦:353d):9.8份
[0043]
耐磨剂(德国赢创:e525):2份
[0044]
助剂(巴斯夫:1010):0.1份
[0045]
助剂(巴斯夫:168):0.1份。
[0046]
本实施例一的应用于高耐磨电动轮胎的tpe材料采用以下制备方法制备而成,具体的:
[0047]
一种应用于高耐磨电动轮胎的tpe材料的制备方法,其包括有以下工艺步骤:
[0048]
步骤1、按照以下重量份准确称取物料,
[0049]
sebs(岳阳石化:yh-503t):41份
[0050]
矿物油(韩国双龙:150n):41份
[0051]
聚烯烃(台聚:k1011):6份
[0052]
相容剂(杜邦:353d):9.8份
[0053]
耐磨剂(德国赢创:e525):2份
[0054]
助剂(巴斯夫:1010):0.1份
[0055]
助剂(巴斯夫:168):0.1份;
[0056]
步骤2、将称取好的sebs、矿物油依次加入到高速搅拌桶中进行搅拌处理,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为15-30min;
[0057]
步骤3、待sebs、矿物油于高速搅拌桶搅拌混合完毕后,继续向高速搅拌桶中加入称取好的聚烯烃、相容剂、耐磨剂以及助剂,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为3-5min,以得到tpe混合料;
[0058]
步骤4、将步骤3所得到的tpe混合料放入至螺杆长径比为48:1的双螺杆挤出机中进行挤出成型,挤出成型的挤出温度为190℃-230℃,挤出成型时双螺杆挤出机的螺杆转速为300r/min-450r/min,经熔融挤出造粒,从而得到高耐磨电动轮胎tpe材料。
[0059]
实施例二,一种应用于高耐磨电动轮胎的tpe材料,其包括有以下重量份的物料:
[0060]
sebs(李长荣:7551):32份
[0061]
sebs(岳阳石化:yh-561):13份
[0062]
矿物油(新疆克拉玛依:kdn4006):40份
[0063]
聚烯烃(台聚:p366):10份
[0064]
相容剂(合成:hs1-030a):4.8份
[0065]
助剂(巴斯夫:168):0.1份
[0066]
助剂(巴斯夫:1076):0.1份。
[0067]
本实施例二的应用于高耐磨电动轮胎的tpe材料采用以下制备方法制备而成,具体的:
[0068]
一种应用于高耐磨电动轮胎的tpe材料的制备方法,其包括有以下工艺步骤:
[0069]
步骤1、按照以下重量份准确称取物料,
[0070]
sebs(李长荣:7551):32份
[0071]
sebs(岳阳石化:yh-561):13份
[0072]
矿物油(新疆克拉玛依:kdn4006):40份
[0073]
聚烯烃(台聚:p366):10份
[0074]
相容剂(合成:hs1-030a):4.8份
[0075]
助剂(巴斯夫:168):0.1份
[0076]
助剂(巴斯夫:1076):0.1份;
[0077]
步骤2、将称取好的sebs、矿物油依次加入到高速搅拌桶中进行搅拌处理,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为15-30min;
[0078]
步骤3、待sebs、矿物油于高速搅拌桶搅拌混合完毕后,继续向高速搅拌桶中加入称取好的聚烯烃、相容剂、耐磨剂以及助剂,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为3-5min,以得到tpe混合料;
[0079]
步骤4、将步骤3所得到的tpe混合料放入至螺杆长径比为48:1的双螺杆挤出机中进行挤出成型,挤出成型的挤出温度为190℃-230℃,挤出成型时双螺杆挤出机的螺杆转速为300r/min-450r/min,经熔融挤出造粒,从而得到高耐磨电动轮胎tpe材料。
[0080]
实施例三,一种应用于高耐磨电动轮胎的tpe材料,其包括有以下重量份的物料:
[0081]
sebs(李长荣:7533):10份
[0082]
sebs(岳阳石化:yh-602t):30份
[0083]
矿物油(新疆克拉玛依:kdn4010):40份
[0084]
聚烯烃(茂名石化:t30s):8份
[0085]
聚烯烃(茂名石化:7042):5份
[0086]
相容剂(杜邦:353d):4.8份
[0087]
耐磨剂(美国道康宁:rm4-7081):2份
[0088]
助剂(巴斯夫:1010):0.1份
[0089]
助剂(巴斯夫:168):0.1份。
[0090]
本实施例三的应用于高耐磨电动轮胎的tpe材料采用以下制备方法制备而成,具体的:
[0091]
一种应用于高耐磨电动轮胎的tpe材料的制备方法,其包括有以下工艺步骤:
[0092]
步骤1、按照以下重量份准确称取物料,
[0093]
sebs(李长荣:7533):10份
[0094]
sebs(岳阳石化:yh-602t):30份
[0095]
矿物油(新疆克拉玛依:kdn4010):40份
[0096]
聚烯烃(茂名石化:t30s):8份
[0097]
聚烯烃(茂名石化:7042):5份
[0098]
相容剂(杜邦:353d):4.8份
[0099]
耐磨剂(美国道康宁:rm4-7081):2份
[0100]
助剂(巴斯夫:1010):0.1份
[0101]
助剂(巴斯夫:168):0.1份;
[0102]
步骤2、将称取好的sebs、矿物油依次加入到高速搅拌桶中进行搅拌处理,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为15-30min;
[0103]
步骤3、待sebs、矿物油于高速搅拌桶搅拌混合完毕后,继续向高速搅拌桶中加入称取好的聚烯烃、相容剂、耐磨剂以及助剂,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为3-5min,以得到tpe混合料;
[0104]
步骤4、将步骤3所得到的tpe混合料放入至螺杆长径比为48:1的双螺杆挤出机中进行挤出成型,挤出成型的挤出温度为190℃-230℃,挤出成型时双螺杆挤出机的螺杆转速为300r/min-450r/min,经熔融挤出造粒,从而得到高耐磨电动轮胎tpe材料。
[0105]
实施例四,一种应用于高耐磨电动轮胎的tpe材料,其包括有以下重量份的物料:
[0106]
sebs(台橡:6151):30份
[0107]
sebs(岳阳石化:yh-561):10份
[0108]
矿物油(新疆克拉玛依:kdn4006):40份
[0109]
聚烯烃(台聚:k1011):8份
[0110]
聚烯烃(埃克森美孚:3980):3份
[0111]
相容剂(陶氏:gr216):2份
[0112]
相容剂(合成:hs1-030a):4.8份
[0113]
耐磨剂(美国道康宁:rm4-7081):2份
[0114]
助剂(巴斯夫:1010):0.1份
[0115]
助剂(巴斯夫:1076):0.1份。
[0116]
本实施例四的应用于高耐磨电动轮胎的tpe材料采用以下制备方法制备而成,具体的:
[0117]
一种应用于高耐磨电动轮胎的tpe材料的制备方法,其包括有以下工艺步骤:
[0118]
步骤1、按照以下重量份准确称取物料,
[0119]
sebs(台橡:6151):30份
[0120]
sebs(岳阳石化:yh-561):10份
[0121]
矿物油(新疆克拉玛依:kdn4006):40份
[0122]
聚烯烃(台聚:k1011):8份
[0123]
聚烯烃(埃克森美孚:3980):3份
[0124]
相容剂(陶氏:gr216):2份
[0125]
相容剂(合成:hs1-030a):4.8份
[0126]
耐磨剂(美国道康宁:rm4-7081):2份
[0127]
助剂(巴斯夫:1010):0.1份
[0128]
助剂(巴斯夫:1076):0.1份;
[0129]
步骤2、将称取好的sebs、矿物油依次加入到高速搅拌桶中进行搅拌处理,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为15-30min;
[0130]
步骤3、待sebs、矿物油于高速搅拌桶搅拌混合完毕后,继续向高速搅拌桶中加入称取好的聚烯烃、相容剂、耐磨剂以及助剂,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为3-5min,以得到tpe混合料;
[0131]
步骤4、将步骤3所得到的tpe混合料放入至螺杆长径比为48:1的双螺杆挤出机中进行挤出成型,挤出成型的挤出温度为190℃-230℃,挤出成型时双螺杆挤出机的螺杆转速为300r/min-450r/min,经熔融挤出造粒,从而得到高耐磨电动轮胎tpe材料。
[0132]
实施例五,一种应用于高耐磨电动轮胎的tpe材料,其包括有以下重量份的物料:
[0133]
sebs(美国科腾:1651):30份
[0134]
sebs(岳阳石化:yh-602t):10份
[0135]
矿物油(韩国双龙:150n):40份
[0136]
聚烯烃(台聚:p366):6份
[0137]
相容剂(科腾:1901):2份
[0138]
相容剂(杜邦:353d):9.7份
[0139]
耐磨剂(德国瓦克:pa445200):2份
[0140]
耐磨剂(日本禾大:er-ch):0.1份
[0141]
助剂(巴斯夫:1010):0.1份
[0142]
助剂(巴斯夫:168):0.1份。
[0143]
本实施例五的应用于高耐磨电动轮胎的tpe材料采用以下制备方法制备而成,具体的:
[0144]
一种应用于高耐磨电动轮胎的tpe材料的制备方法,其包括有以下工艺步骤:
[0145]
步骤1、按照以下重量份准确称取物料,
[0146]
sebs(美国科腾:1651):30份
[0147]
sebs(岳阳石化:yh-602t):10份
[0148]
矿物油(韩国双龙150n):40份
[0149]
聚烯烃(台聚:p366):6份
[0150]
相容剂(科腾:1901):2份
[0151]
相容剂(杜邦:353d):9.7份
[0152]
耐磨剂(德国瓦克:pa445200):2份
[0153]
耐磨剂(日本禾大er-ch):0.1份
[0154]
助剂(巴斯夫:1010):0.1份
[0155]
助剂(巴斯夫:168):0.1份;
[0156]
步骤2、将称取好的sebs、矿物油依次加入到高速搅拌桶中进行搅拌处理,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为15-30min;
[0157]
步骤3、待sebs、矿物油于高速搅拌桶搅拌混合完毕后,继续向高速搅拌桶中加入称取好的聚烯烃、相容剂、耐磨剂以及助剂,高速搅拌桶的转速为800r/min-1000r/min,搅拌时间为3-5min,以得到tpe混合料;
[0158]
步骤4、将步骤3所得到的tpe混合料放入至螺杆长径比为48:1的双螺杆挤出机中进行挤出成型,挤出成型的挤出温度为190℃-230℃,挤出成型时双螺杆挤出机的螺杆转速为300r/min-450r/min,经熔融挤出造粒,从而得到高耐磨电动轮胎tpe材料。
[0159]
实施例一至实施例五的测试结果如下表所示:
[0160][0161]
以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips