
 商标分类
商标分类  商标转让
商标转让 
一种高性能抗老化的PET复合材料及其制备方法与流程
 2021-02-02 06:02:33|
2021-02-02 06:02:33| 184|
184| 起点商标网
起点商标网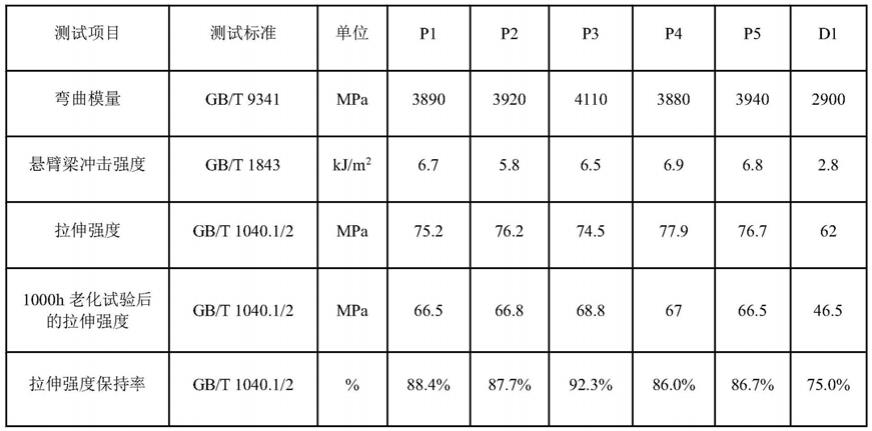
一种高性能抗老化的pet复合材料及其制备方法
技术领域
[0001]
本发明涉及pet复合材料技术领域,具体涉及一种高性能抗老化的pet复合材料及其制备方法。
背景技术:
[0002]
聚对苯二甲酸乙二醇酯(pet)是一种广泛应用的高分子聚酯树脂,pet具有良好的耐疲劳性,较好的耐热性,优良的尺寸稳定性等优点,但是在一些特定的领域,对pet的物理性能、抗老化性能具有更高的要求,普通pet复合材料无法满足其要求,这限制了pet复合材料在一些特定领域中的应用。
技术实现要素:
[0003]
本发明的目的是为了解决现有技术中的问题,提供一种高性能抗老化的pet复合材料及其制备方法,该pet复合材料具有优异的物理性能和抗老化性能。
[0004]
为了达到上述目的,本发明的技术方案是:
[0005]
一种高性能抗老化的pet复合材料,包括以下质量份的组分,
[0006]
pet
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
80-100份;
[0007]
sio2包覆的玻璃纤维
ꢀꢀꢀꢀꢀꢀ
8-12份;
[0008]
复合型抗氧剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0.1-0.5份。
[0009]
一种高性能抗老化的pet复合材料的制备方法,包括以下步骤,
[0010]
s1,sio2包覆的玻璃纤维的制备:a、称取180-240质量份的氢氟酸和30-40质量份的sio2,加入至反应器皿中,常温下搅拌反应8-12h,得溶液a;b、称取160-200质量份的溶液a和40-60质量份的玻璃纤维,加入至反应器皿中,常温下搅拌反应10-16h,得溶液b;c、对溶液b进行过滤,洗涤,并置于60-80℃真空干燥箱干燥3-5h,制得sio2包覆的玻璃纤维;
[0011]
s2,复合型抗氧剂的制备:d、称取30-40质量份的纳米tio2、0.1-0.3质量份的碳酸酯偶联剂异丙基三(二辛基焦磷酸酰氧基)钛酸酯、180-240质量份的丙酮溶液加入至反应器皿中,70-90℃下搅拌反应10-16h,得溶液a1;e、称取160-200质量份的溶液a1、0.2-0.4质量份的亚硝基二苯胺、0.1-1.3质量份的抗氧剂加入至反应器皿中,60-80℃下搅拌反应8-12h,过滤洗涤,并置于60-80℃真空干燥3-5h,得复合型抗氧剂;
[0012]
s3,pet复合材料的制备:f、称取80-100质量份的pet、8-12份质量份的sio2包覆的玻璃纤维、0.1-0.5质量份的复合型抗氧剂混合并搅拌均匀,得到混合料;g、将混合料通过双螺杆挤出机挤出造粒,即得到pet复合材料。
[0013]
优选的,所述步骤s2中的抗氧剂采用lrganox 1076。
[0014]
优选的,所述步骤s3中,双螺杆挤出机内包括顺次排布的六个温度区,一区温度240~260℃,二区温度280~300℃,三区温度280~300℃,四区温度280~300℃,五区温度280~300℃,六区温度280~300℃,机头温度280~300℃,螺杆转速200~280r/min。
[0015]
本发明的有益效果是:本发明的一种高性能抗老化的pet复合材料及其制备方法,
pet复合材料中采用了sio2包覆的玻璃纤维,sio2可以作为pet的异相成核剂,完善pet的结晶性能,提升pet复合材料的力学性能,较未改性的玻璃纤维更能改善pet复合材料的力学性能;pet复合材料中还采用了复合型抗氧剂,通过纳米tio2和lrganox 1076的协同抗氧作用,使pet复合材料的机械性能保持率更高;本发明pet复合材料整体的物理性能和抗老化性能较现有的pet复合材料有了较大的提升,能够应用于更加恶劣的使用环境,大大扩展了应用领域。
具体实施方式
[0016]
为了使本技术领域的人员更好地理解本发明方案,下面结合实施例对本发明创造作进一步的详细说明。
[0017]
一种高性能抗老化的pet复合材料,包括以下质量份的组分,
[0018]
pet
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
80-100份;
[0019]
sio2包覆的玻璃纤维
ꢀꢀꢀꢀꢀꢀ
8-12份;
[0020]
复合型抗氧剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0.1-0.5份。
[0021]
下面例举实施例1-5,各实施例中采用的原料如下:
[0022]
pet(型号008l),由加拿大aclo生产;氢氟酸,由中恒化工有限公司生产;sio2,由沈阳赛尼欧化工有限公司生产;玻璃纤维,由泰山玻璃纤维有限公司生产;纳米tio2,由上海凯茵化工有限公司生产;碳酸酯偶联剂异丙基三(二辛基焦磷酸酰氧基)钛酸酯,由南京奥诚化工有限公司生产;丙酮溶液,由上海宽任化工有限公司生产;亚硝基二苯胺,由湖北鑫润德化工有限公司生产;抗氧剂irganox1076,由巴斯夫公司生产。
[0023]
pet复合材料的制备方法为:
[0024]
一种高性能抗老化的pet复合材料的制备方法,包括以下步骤,
[0025]
s1,sio2包覆的玻璃纤维的制备:a、称取180-240质量份的氢氟酸和30-40质量份的sio2,加入至反应器皿中,常温下搅拌反应8-12h,得溶液a;b、称取160-200质量份的溶液a和40-60质量份的玻璃纤维,加入至反应器皿中,常温下搅拌反应10-16h,得溶液b;c、对溶液b进行过滤,洗涤,并置于60-80℃真空干燥箱干燥3-5h,制得sio2包覆的玻璃纤维;
[0026]
s2,复合型抗氧剂的制备:d、称取30-40质量份的纳米tio2、0.1-0.3质量份的碳酸酯偶联剂异丙基三(二辛基焦磷酸酰氧基)钛酸酯、180-240质量份的丙酮溶液加入至反应器皿中,70-90℃下搅拌反应10-16h,得溶液a1;e、称取160-200质量份的溶液a1、0.2-0.4质量份的亚硝基二苯胺、0.1-1.3质量份的抗氧剂加入至反应器皿中,60-80℃下搅拌反应8-12h,过滤洗涤,并置于60-80℃真空干燥3-5h,得复合型抗氧剂;
[0027]
s3,pet复合材料的制备:f、称取80-100质量份的pet、8-12份质量份的sio2包覆的玻璃纤维、0.1-0.5质量份的复合型抗氧剂混合并搅拌均匀,得到混合料;g、将混合料通过双螺杆挤出机挤出造粒,即得到pet复合材料。
[0028]
其中,所述步骤s2中的抗氧剂优选采用lrganox 1076。所述步骤s3中,双螺杆挤出机内包括顺次排布的六个温度区,一区温度240~260℃,二区温度280~300℃,三区温度280~300℃,四区温度280~300℃,五区温度280~300℃,六区温度280~300℃,机头温度280~300℃,螺杆转速200~280r/min。
[0029]
实施例1
[0030]
(1)称取80份pet、8份sio2包覆的玻璃纤维、0.1份复合型抗氧剂混合并搅拌均匀,得到混合料;
[0031]
(2)将步骤(1)中得到的混合料通过双螺杆挤出机挤出造粒,即得到pet复合材料p1。
[0032]
其中,双螺杆挤出机各区温度及螺杆转速分别为:一区温度240℃,二区温度280℃,三区温度280℃,四区温度280℃,五区温度280℃,六区温度280℃,机头温度280℃,螺杆转速200r/min。
[0033]
实施例2
[0034]
(1)称取100份的pet、12份sio2包覆的玻璃纤维、0.5份复合型抗氧剂混合并搅拌均匀,得到混合料;
[0035]
(2)将步骤(1)中得到的混合料通过双螺杆挤出机挤出造粒,即得到pet复合材料p2。
[0036]
其中,双螺杆挤出机各区温度及螺杆转速分别为:一区温度260℃,二区温度300℃,三区温度300℃,四区温度300℃,五区温度300℃,六区温度300℃,机头温度300℃,螺杆转速280r/min。
[0037]
实施例3
[0038]
(1)称取90份的pet、10份sio2包覆的玻璃纤维、0.3份复合型抗氧剂混合并搅拌均匀,得到混合料;
[0039]
(2)将步骤(1)中得到的混合料通过双螺杆挤出机挤出造粒,即得到pet复合材料p3。
[0040]
其中,双螺杆挤出机各区温度及螺杆转速分别为:一区温度250℃,二区温度290℃,三区温度290℃,四区温度290℃,五区温度290℃,六区温度290℃,机头温度290℃,螺杆转速240r/min。
[0041]
实施例4
[0042]
(1)称取85份的pet、9份sio2包覆的玻璃纤维、0.2份复合型抗氧剂混合并搅拌均匀,得到混合料;
[0043]
(2)将步骤(1)中得到的混合料通过双螺杆挤出机挤出造粒,即得到pet复合材料p4。
[0044]
其中,双螺杆挤出机各区温度及螺杆转速分别为:一区温度245℃,二区温度285℃,三区温度285℃,四区温度285℃,五区温度285℃,六区温度285℃,机头温度285℃,螺杆转速255r/min。
[0045]
实施例5
[0046]
(1)称取95份的pet、11份sio2包覆的玻璃纤维、0.3份复合型抗氧剂混合并搅拌均匀,得到混合料;
[0047]
(2)将步骤(1)中得到的混合料通过双螺杆挤出机挤出造粒,即得到pet复合材料p5。
[0048]
其中,双螺杆挤出机各区温度及螺杆转速分别为:一区温度250℃,二区温度295℃,三区温度295℃,四区温度295℃,五区温度295℃,六区温度295℃,机头温度295℃,螺杆转速270r/min。
[0049]
对比例1
[0050]
(1)称取100份pet、10份玻璃纤维、0.1份irganox1010混合并搅拌均匀,得到混合料;
[0051]
(2)将步骤(1)中得到的混合料通过双螺杆挤出机挤出造粒,即得到pet复合材料d1。
[0052]
其中,双螺杆挤出机各区温度及螺杆转速分别为:一区温度250℃,二区温度295℃,三区温度295℃,四区温度295℃,五区温度295℃,六区温度295℃,机头温度295℃,螺杆转速270r/min。
[0053]
将上述实施例1-5及对比例1制备的pet复合材料用注塑机制成样条测试,测试所用设备包括:zsk30型双螺杆挤出机,德国w&p公司生产;jl-1000型拉力试验机,广州市广才实验仪器公司生产;htl900-t-5b型注射成型机,海太塑料机械有限公司生产;xcj-500型冲击测试机,承德试验机厂生产;qt-1196型拉伸测试仪,东莞市高泰检测仪器有限公司;qd-gjs-b12k型高速搅拌机,北京恒奥德仪器仪表有限公司。
[0054]
测试数据如下表:
[0055][0056]
上述测试结果表明:实施例1-5的pet复合材料在弯曲模量、悬臂梁冲击强度、拉伸强度、拉伸强度保持率四个物理性能上明显优于对比例1的pet复合材料,实施例1-5的pet复合材料在抗老化性上也好于对比例1的pet复合材料。因此,本发明的pet复合材料大大扩展了pet复合材料的应用领域,具有非常重要的意义。
[0057]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips