
 商标分类
商标分类  商标转让
商标转让 
一种生物质PVC导电塑料及其制备方法与流程
 2021-02-02 04:02:07|
2021-02-02 04:02:07| 327|
327| 起点商标网
起点商标网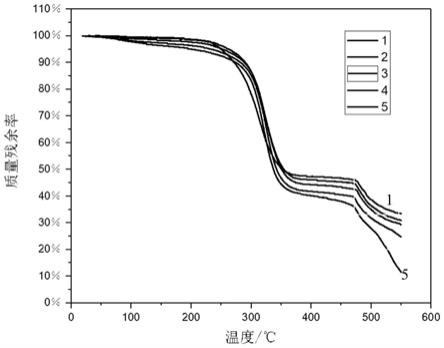
一种生物质pvc导电塑料及其制备方法
技术领域
[0001]
本发明属于功能高分子材料技术领域,特别涉及一种生物质pvc导电塑料及其制备方法。
背景技术:
[0002]
导电塑料是一种功能高分子材料,通过在高分子中添加导电介质降低其电阻率,使其在计算机抗电磁屏幕、智能窗、发光二极管、太阳能电池、移动电话、微型电视屏幕乃至生命科学研究等领域有广泛的应用前景。同时导电塑料是理想的屏蔽材料,可作为电子器件设备的外壳来实现屏蔽。
[0003]
导电塑料与传统导电材料相比,质量小,容易成型,具有较好的耐腐蚀性,电阻可以通过导电填料的添加量和种类进行调节,成本低等优点,容易调节而总成本又较低,因此在抗静电材料及屏蔽材料领域具有重要的应用价值。
[0004]
但导电塑料中添加的导电填料,以金属粉末居多,金属粉末在塑料基体中容易团聚造成导电塑料电阻率偏高,同时金属粉末容易氧化,影响其长期电阻稳定性,使得导电塑料在实际应用中性能偏低,产品使用寿命短。而且,导电填料添加量不易控制,过多容易团聚,过少形不成导电通路,都会对电导率产生不利影响。同时产品报废后高分子难以降解,又会带来环境问题。
技术实现要素:
[0005]
为解决现有技术的缺陷与不足,本发明的目的是提供一种更加环保、导电效率更加稳定的新型的导电塑料及其制备方法。
[0006]
本发明的目的是通过以下技术方案实现的:
[0007]
一种生物质pvc导电塑料,由以下质量份的原料组成:
[0008]
聚氯乙烯100份,稳定剂1-10份,润滑剂1-8份,增塑剂1-80份,银包铜填料10-60份及木质素1-30份。
[0009]
作为优选,所述聚氯乙烯的k值为60-95,聚合度为650-1250;所述银包铜填料为球状、片状或树枝状颗粒粉末,或者其中至少两种的混合颗粒粉末;所述木质素为碱木质素,所述稳定剂为钡/镉复合稳定剂、硬脂酸钡、硬脂酸锌、环氧化合物中的一种或者几种混合物;所述增塑剂为聚酯增塑剂和环氧化合物的混合物;所述润滑剂为硬脂酸。
[0010]
作为优选,所述钡/镉复合稳定剂为液体石蜡作为溶剂的钡/镉复合稳定剂;所述木质素为造纸废液中碱法提取的竹木质素;所述聚酯增塑剂为聚氨酯增塑剂,分子量大小为4000-10000;所述环氧化合物增塑剂为环氧脂肪酸甘油酯;所述银包铜填料为微米级,内部为铜合金,其成分为:cr 0.6-1.5wt%,ag 0.5-2wt%,zr 0.1-0.8wt%,ce 0.2-0.6wt%,余量为cu,外层由沉积银包裹,银含量为10-50%。
[0011]
上述生物质pvc导电塑料的制备方法,包括以下步骤:
[0012]
s1、取配方量的木质素和银包铜导电填料置于真空干燥箱60℃下烘干24h;
[0013]
s2、将上述干燥后的填料和pvc、聚酯增塑剂、稳定剂在高速混合器内混合,搅拌升温至80-95℃,在该温度下继续搅拌1-10min,然后加入润滑剂和环氧化合物增塑剂,继续搅拌升温至85-100℃,在该温度下连续搅拌1-8min,然后冷却至40℃以下,得到预混合物;
[0014]
s3、将预混合物投入到双螺杆挤出机中挤出造粒,挤出机的温度为160-210℃,挤出机机头口模为多孔板,混合物加热熔融后由螺杆输送至口摸多孔板处形成丝束,采用循环水冷却定型,挤出丝束由牵引机牵引至自动切割机切粒,得到导电功能性母料;
[0015]
s4、将所述导电功能性母料投入到螺杆式注塑机料筒中,注塑机温度设置为170-200℃,模具温度设置为40-50℃,将母料加热熔融后注入到模具中保温保压一定时间,充分冷却后开模取出产品。
[0016]
作为优选,所述s2中,所述聚氨酯增塑剂为高粘度或半固态的聚氨酯增塑剂。
[0017]
作为优选,所述聚氨酯增塑剂和所述环氧化合物增塑剂的质量比为4:1-1:1。
[0018]
作为优选,所述s3中,所述挤出机采用分段控温加热,共7个加热区,温度范围从料筒至口模分别为:160-180℃、170-190℃、180-200℃、190-210℃、190-200℃、170-180℃、160-170℃。
[0019]
作为优选,所述s3中注塑机的注射段采用分段控温加热,共4个加热区,温度范围从料筒至口模分别为170-180℃、180-190℃、190-200℃、180-200℃。
[0020]
相对于现有技术,本发明的优点在于:
[0021]
本发明通过优化设计配方、改善生产工艺过程,得到了分散均匀导电性能较高的导电塑料,采用银包铜导电填料替代传统的铜填料,解决了导电金属粉末填料易氧化的问题,又将三种不同形态的导电填料混合使用,形成了互补的导电通路,减少了导电填料的用量,减少了团聚现象,提高了产品电导率。其中片状导电填料主要实现层内导电,球状导电填料填充于片层填料之间及缝隙处,实现层间导电并修补了层内导电的薄弱处,树枝状导电填料可以进一步形成导电三维网络通路,进一步提升了导电性能。添加生物质原料木质素,提高了产品的降解性能,减少了环境污染,同时降低了产品的成本。
附图说明
[0022]
图1为实施例1-4的产品的耐热性测试图。
具体实施方式
[0023]
实施例1
[0024]
本实施例提供一种生物质pvc导电塑料,由以下质量份的原料组成:聚氯乙烯(pvc)100份,稳定剂5份,润滑剂4份,增塑剂15份,银包铜填料40份,木质素30份。
[0025]
所述聚氯乙烯的k值为60-95,聚合度为650-1250。所述银包铜填料包括球状、片状及树枝状颗粒,三者的质量比为2:2:1,且全部的所述银包铜填料中的银含量为20%。
[0026]
所述稳定剂包括钡/镉复合稳定剂、硬脂酸钡及硬脂酸锌,三者的质量比为8:1:1。
[0027]
所述增塑剂为聚氨酯增塑剂和环氧脂肪酸甘油酯的混合物,其质量比为1:1。
[0028]
所述润滑剂为硬脂酸。
[0029]
上述生物质pvc导电塑料的加工工艺包括以下步骤:
[0030]
1、取木质素和银包铜导电填料置于真空干燥箱60℃下烘干24h;
[0031]
2、将上述干燥后的填料和pvc、聚酯增塑剂、稳定剂在高速混合器内混合,搅拌升温至90℃,在该温度下继续搅拌8min,然后加入润滑剂和环氧化合物增塑剂,继续搅拌升温至95℃,在该温度下连续搅拌5min,然后冷却至40℃以下,得到预混合物;
[0032]
3、将预混合物投入到双螺杆挤出机中挤出造粒,挤出机的七个温度区分别设置为165℃、180℃、200℃、205℃、195℃、170℃、160℃,挤出机机头口模为多孔板,混合物加热熔融后由螺杆输送至口摸多孔板处形成丝束,采用循环水冷却定型,挤出丝束由牵引机牵引至自动切割机切粒,得到导电功能性母料;
[0033]
4、将导电功能性母料投入到螺杆式注塑机料筒中,注塑机温度设置为170-℃、190℃、200℃、195℃,模具温度设置为45℃,将母料加热熔融后注入到模具中保温保压一定时间,充分冷却后开模取出产品。
[0034]
实施例2
[0035]
本实施例提供一种生物质pvc导电塑料,由以下质量份的原料组成:聚氯乙烯(pvc)100份,稳定剂3份,润滑剂8份,增塑剂60份,银包铜填料50份,木质素10份。
[0036]
所述聚氯乙烯的k值为60-95,聚合度为650-1250。所述银包铜填料包括球状、片状及树枝状颗粒,三者的质量比为2:2:1,且全部的所述银包铜填料中的银含量为20%。
[0037]
所述稳定剂包括钡/镉复合稳定剂、硬脂酸钡及硬脂酸锌,三者的质量比为8:1:1。
[0038]
所述增塑剂为聚氨酯增塑剂和环氧脂肪酸甘油酯的混合物,其质量比为1:1。
[0039]
所述润滑剂为硬脂酸。
[0040]
上述生物质pvc导电塑料的加工工艺包括以下步骤:
[0041]
1、取木质素和银包铜导电填料置于真空干燥箱60℃下烘干24h;
[0042]
2、将上述干燥后的填料和pvc、聚酯增塑剂、稳定剂在高速混合器内混合,搅拌升温至90℃,在该温度下继续搅拌8min,然后加入润滑剂和环氧化合物增塑剂,继续搅拌升温至95℃,在该温度下连续搅拌5min,然后冷却至40℃以下,得到预混合物;
[0043]
3、将预混合物投入到双螺杆挤出机中挤出造粒,挤出机的七个温度区分别设置为165℃、180℃、200℃、205℃、195℃、170℃、160℃,挤出机机头口模为多孔板,混合物加热熔融后由螺杆输送至口摸多孔板处形成丝束,采用循环水冷却定型,挤出丝束由牵引机牵引至自动切割机切粒,得到导电功能性母料;
[0044]
4、将导电功能性母料投入到螺杆式注塑机料筒中,注塑机温度设置为170℃、190℃、200℃、195℃,模具温度设置为45℃,将母料加热熔融后注入到模具中保温保压一定时间,充分冷却后开模取出产品。
[0045]
实施例3
[0046]
本实施例提供一种生物质pvc导电塑料,由以下质量份的原料组成:聚氯乙烯(pvc)100份,稳定剂8份,润滑剂4份,增塑剂40份,银包铜填料30份,木质素15份。
[0047]
所述聚氯乙烯的k值为60-95,聚合度为650-1250。所述银包铜填料包括球状、片状及树枝状颗粒,三者的质量比为2:2:1,且全部的所述银包铜填料中的银含量为20%。
[0048]
所述稳定剂包括钡/镉复合稳定剂、硬脂酸钡及硬脂酸锌,三者的质量比为8:1:1。
[0049]
所述增塑剂为聚氨酯增塑剂和环氧脂肪酸甘油酯的混合物,其质量比为1:1。
[0050]
所述润滑剂为硬脂酸。
[0051]
上述生物质pvc导电塑料的加工工艺包括以下步骤:
[0052]
1、取木质素和银包铜导电填料置于真空干燥箱60℃下烘干24h;
[0053]
2、将上述干燥后的填料和pvc、聚酯增塑剂、稳定剂在高速混合器内混合,搅拌升温至90℃,在该温度下继续搅拌8min,然后加入润滑剂和环氧化合物增塑剂,继续搅拌升温至95℃,在该温度下连续搅拌5min,然后冷却至40℃以下,得到预混合物;
[0054]
3、将预混合物投入到双螺杆挤出机中挤出造粒,挤出机的七个温度区分别设置为165℃、180℃、200℃、205℃、195℃、170℃、160℃,挤出机机头口模为多孔板,混合物加热熔融后由螺杆输送至口摸多孔板处形成丝束,采用循环水冷却定型,挤出丝束由牵引机牵引至自动切割机切粒,得到导电功能性母料;
[0055]
4、将导电功能性母料投入到螺杆式注塑机料筒中,注塑机温度设置为170-℃、190℃、200℃、195℃,模具温度设置为45℃,将母料加热熔融后注入到模具中保温保压一定时间,充分冷却后开模取出产品。
[0056]
实施例4
[0057]
本实施例提供一种生物质pvc导电塑料,由以下质量份的原料组成:聚氯乙烯(pvc)100份,稳定剂8份,润滑剂4份,增塑剂30份,银包铜填料35份,木质素25份。
[0058]
所述聚氯乙烯的k值为60-95,聚合度为650-1250。所述银包铜填料包括球状、片状及树枝状颗粒,三者的质量比为2:2:1,且全部的所述银包铜填料中的银含量为20%。
[0059]
所述稳定剂包括钡/镉复合稳定剂、硬脂酸钡及硬脂酸锌,三者的质量比为8:1:1。
[0060]
所述增塑剂为聚氨酯增塑剂和环氧脂肪酸甘油酯的混合物,其质量比为1:1。
[0061]
所述润滑剂为硬脂酸。
[0062]
上述生物质pvc导电塑料的加工工艺包括以下步骤:
[0063]
1、取木质素和银包铜导电填料置于真空干燥箱60℃下烘干24h;
[0064]
2、将上述干燥后的填料和pvc、聚酯增塑剂、稳定剂在高速混合器内混合,搅拌升温至90℃,在该温度下继续搅拌8min,然后加入润滑剂和环氧化合物增塑剂,继续搅拌升温至95℃,在该温度下连续搅拌5min,然后冷却至40℃以下,得到预混合物;
[0065]
3、将预混合物投入到双螺杆挤出机中挤出造粒,挤出机的七个温度区分别设置为165℃、180℃、200℃、205℃、195℃、170℃、160℃,挤出机机头口模为多孔板,混合物加热熔融后由螺杆输送至口摸多孔板处形成丝束,采用循环水冷却定型,挤出丝束由牵引机牵引至自动切割机切粒,得到导电功能性母料;
[0066]
4、将导电功能性母料投入到螺杆式注塑机料筒中,注塑机温度设置为170-℃、190℃、200℃、195℃。,模具温度设置为45℃,将母料加热熔融后注入到模具中保温保压一定时间,充分冷却后开模取出产品。
[0067]
将产品制成标准试样条,按照标准gb/t 1040.2-2006进行测试,测试结果如表1所示,表1中,实施例1-4的产品分别对应:样品1-4:
[0068]
表1拉伸性能测试结果
[0069][0070]
从表1数据可以看出,实施例1-4制备的生物质pvc导电塑料试样条,具有较高的力学性能,与未加入填料的样品即对比样品对比,具有明显的优势。
[0071]
将产品进行热重测试表征其耐热性,对应试样条的测试结果如图1所示。从图1可以看出,产品耐热性较好。
[0072]
采用四点定位法测定导电塑料的体积电阻率,测试结果如表2所示:
[0073]
表2产品电阻率测试结果
[0074][0075]
从表2可以看出,产品与没有添加导电填料的pvc(体积电阻率约为1014ω
·
cm)相比,具有较低的体积电阻率,导电性较好。
[0076]
以上结果表明本产品达到了上述的有益效果。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips