
 商标分类
商标分类  商标转让
商标转让 
一种PVC塑料管道的碳酸钙填充工艺的制作方法
 2021-02-02 02:02:06|
2021-02-02 02:02:06| 339|
339| 起点商标网
起点商标网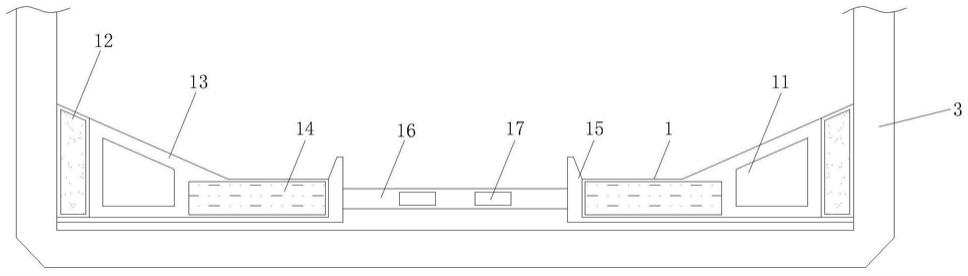
一种pvc塑料管道的碳酸钙填充工艺
技术领域
[0001]
本发明属于pvc管道生产技术领域,具体为一种pvc塑料管道的碳酸钙填充工艺。
背景技术:
[0002]
在对pvc管道生产时,需要填充碳酸钙进行增强,现有技术中,通过树脂粉直接加钙粉(caco3)以及增韧剂(cpe、acr等),如增加100份树脂粉、10份碳酸钙、10份增韧剂,通过高速热温的方式使三者在一块混合搅拌,从而形成填充料,但是,这种方式,使用的增韧剂的量比较多,造成成本增加,而且增加增韧剂的效果形成海岛形式结构,使得形成的pvc管道的韧性和强度并不高。
技术实现要素:
[0003]
针对现有技术的不足,本发明提供了一种pvc塑料管道的碳酸钙填充工艺,以解决上述背景技术中提出的问题。
[0004]
为实现上述目的,本发明提供如下技术方案:一种pvc塑料管道的碳酸钙填充工艺,包括以下步骤:
[0005]
s1、按照重量份数比选取100份树脂粉、10份改性碳酸钙以及10份增韧剂;
[0006]
s2、选取一半的树脂粉、改性碳酸钙和增韧剂,即50份树脂粉、5份改性碳酸钙以及5份增韧剂;
[0007]
s3、先向热混桶内倒入树脂粉以及改性碳酸钙进行预热搅拌,在搅拌的过程中向热混桶内匀速添加增韧剂;
[0008]
s4、设定热混桶的搅拌温度、搅拌叶转速以及搅拌时间;
[0009]
s5、观察树脂粉、改性碳酸钙和增韧剂的搅拌效果,达到预期效果后停止热混桶工作;
[0010]
s6、将树脂粉、改性碳酸钙和增韧剂的混合物放入到另一个冷混桶中进行冷混降温的工作;
[0011]
s7、设定冷混桶的搅拌温度、搅拌叶转速以及搅拌时间;
[0012]
s8、将降温后获得的第一混合物填充料通过造粒机进行挤出造粒,形成直径1-3mm的填充料颗粒;
[0013]
s9、将填充料颗粒与另外50份pvc树脂粉、5份改性碳酸钙以及5份增韧剂投入到s3中的热混桶中;
[0014]
s10、重复上述s3至s7,将降温后获得的第二混合物填充料通过造粒机进行挤出造粒,形成直径1-3mm的填充料颗粒;
[0015]
s11、得到最终的碳酸钙填充料;
[0016]
s12、将最终的碳酸钙填充料与pvc塑料管的其他所需物料在开炼机中在140摄氏度下混合反应,在200摄氏度的条件下挤出成型,得到填充有碳酸钙的pvc塑料管道。
[0017]
进一步优化本技术方案,所述s4中,热混桶的搅拌温度为130摄氏度,热混桶的搅
拌叶转速在800转/分钟以上,热混桶的搅拌时间为10-15分钟。
[0018]
进一步优化本技术方案,所述s5中,预期的树脂粉、改性碳酸钙和增韧剂的混合效果为pvc树脂实现溶胀,改性碳酸钙和增韧剂填充到pvc树脂内形成网状结构。
[0019]
进一步优化本技术方案,所述s7中,冷混桶的具体控制温度在45摄氏度,并且保证搅拌叶保持300-500转/分钟以上的转速继续搅拌,使得树脂粉、改性碳酸钙和增韧剂的混合物进行低温冷混,实现降温。
[0020]
进一步优化本技术方案,所述改性碳酸钙是由碳酸钙浆料干燥粉碎获得,所述改性碳酸钙粉碎研磨至700-1100目,过筛,得到pvc塑料管道的改性碳酸钙。
[0021]
进一步优化本技术方案,所述碳酸钙填充工艺的热混桶和冷混桶在循环使用时需要进行及时清洗,清洗设备包括清理环、夹持机构,所述夹持机构用于对清理环进行夹持固定,所述清理环对碳酸钙填充工艺的热混桶和冷混桶的桶壁进行内壁表面的清洗。
[0022]
进一步优化本技术方案,所述清理环包括固定环,所述固定环的最外侧固定安装有清理擦,所述清理擦的一侧固定安装有导流板,所述导流板的底端设置有回收槽,所述回收槽的一侧固定安装有挡流板,所述回收槽外部设置有位于清理环内部的连接杆,所述连接杆上开设有两个对称设置的夹持环。
[0023]
进一步优化本技术方案,所述导流板的倾斜方向为向清理环的内侧进行倾斜,所述导流板的倾斜角度在度至度的度数范围内。
[0024]
进一步优化本技术方案,所述挡流板的设置高度大于回收槽顶端表面的设置高度,所述挡流板的一侧表面倾斜设计,用于缓冲清理下来的残留混合物的冲击力。
[0025]
进一步优化本技术方案,所述夹持机构包括对称设置的手持臂以及夹持腿,所述手持臂之间固定安装有缓冲套,所述夹持腿的尾端上套接有橡胶套,所述夹持腿的尾端插接在夹持环的内部,用于对清理环进行提拉作用。
[0026]
与现有技术相比,本发明提供了一种pvc塑料管道的碳酸钙填充工艺,具备以下有益效果:
[0027]
该pvc塑料管道的碳酸钙填充工艺,通过先使用一半的树脂粉、改性碳酸钙和增韧剂,使其混合形成第一混合物填充料,在将第一混合物填充料与另一半树脂粉和改性碳酸钙加入进来,进一步进行混合加热,从而实现二次增韧,能够提高韧性、刚度,并且以为增韧剂减少能够有效降低成本。
附图说明
[0028]
图1为本发明提出的一种清理环的正视结构示意图;
[0029]
图2为本发明提出的一种夹持机构的结构示意图;
[0030]
图3为本发明提出的一种清理环的俯视结构示意图。
[0031]
图中:1、清理环;11、固定环;12、清理擦;13、导流板;14、回收槽;15、挡流板;16、连接杆;17、夹持环;2、夹持机构;21、手持臂;22、夹持腿;23、橡胶套;24、缓冲套;3、桶壁。
具体实施方式
[0032]
下面将结合本发明的实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明
中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0033]
实施例一:
[0034]
一种pvc塑料管道的碳酸钙填充工艺,包括以下步骤:
[0035]
s1、按照重量份数比选取100份树脂粉、10份改性碳酸钙以及10份增韧剂;
[0036]
s2、选取一半的树脂粉、改性碳酸钙和增韧剂,即50份树脂粉、5份改性碳酸钙以及5份增韧剂;
[0037]
s3、先向热混桶内倒入树脂粉以及改性碳酸钙进行预热搅拌,在搅拌的过程中向热混桶内匀速添加增韧剂;
[0038]
s4、设定热混桶的搅拌温度、搅拌叶转速以及搅拌时间;
[0039]
s5、观察树脂粉、改性碳酸钙和增韧剂的搅拌效果,达到预期效果后停止热混桶工作;
[0040]
s6、将树脂粉、改性碳酸钙和增韧剂的混合物放入到另一个冷混桶中进行冷混降温的工作;
[0041]
s7、设定冷混桶的搅拌温度、搅拌叶转速以及搅拌时间;
[0042]
s8、将降温后获得的第一混合物填充料通过造粒机进行挤出造粒,形成直径1-3mm的填充料颗粒;
[0043]
s9、将填充料颗粒与另外50份pvc树脂粉、5份改性碳酸钙以及5份增韧剂投入到s3中的热混桶中;
[0044]
s10、重复上述s3至s7,将降温后获得的第二混合物填充料通过造粒机进行挤出造粒,形成直径1-3mm的填充料颗粒;
[0045]
s11、得到最终的碳酸钙填充料;
[0046]
s12、将最终的碳酸钙填充料与pvc塑料管的其他所需物料在开炼机中在140摄氏度下混合反应,在200摄氏度的条件下挤出成型,得到填充有碳酸钙的pvc塑料管道。
[0047]
具体的,所述s4中,热混桶的搅拌温度为130摄氏度,热混桶的搅拌叶转速在800转/分钟以上,热混桶的搅拌时间为10-15分钟。
[0048]
具体的,所述s5中,预期的树脂粉、改性碳酸钙和增韧剂的混合效果为pvc树脂实现溶胀,改性碳酸钙和增韧剂填充到pvc树脂内形成网状结构。
[0049]
具体的,所述s7中,冷混桶的具体控制温度在45摄氏度,并且保证搅拌叶保持300-500转/分钟以上的转速继续搅拌,使得树脂粉、改性碳酸钙和增韧剂的混合物进行低温冷混,实现降温。
[0050]
具体的,所述改性碳酸钙是由碳酸钙浆料干燥粉碎获得,所述改性碳酸钙粉碎研磨至700-1100目,过筛,得到pvc塑料管道的改性碳酸钙。
[0051]
请参阅图1-3,具体的,所述碳酸钙填充工艺的热混桶和冷混桶在循环使用时需要进行及时清洗,清洗设备包括清理环1、夹持机构2,所述夹持机构2用于对清理环1进行夹持固定,所述清理环1对碳酸钙填充工艺的热混桶和冷混桶的桶壁3进行内壁表面的清洗,清理环1在向上提拉的过程中,可以将热混桶和冷混桶的桶壁3上的残留混合物进行回收清理。
[0052]
具体的,所述清理环1包括固定环11,所述固定环11的最外侧固定安装有清理擦
12,所述清理擦12的一侧固定安装有导流板13,所述导流板13的底端设置有回收槽14,所述回收槽14的一侧固定安装有挡流板15,所述回收槽14外部设置有位于清理环1内部的连接杆16,所述连接杆16上开设有两个对称设置的夹持环17。
[0053]
具体的,所述导流板13的倾斜方向为向清理环1的内侧进行倾斜,所述导流板13的倾斜角度在30度至45度的度数范围内。
[0054]
具体的,所述挡流板15的设置高度大于回收槽14顶端表面的设置高度,所述挡流板15的一侧表面倾斜设计,用于缓冲清理下来的残留混合物的冲击力。
[0055]
具体的,所述夹持机构2包括对称设置的手持臂21以及夹持腿22,所述手持臂21之间固定安装有缓冲套24,所述夹持腿22的尾端上套接有橡胶套23,所述夹持腿22的尾端插接在夹持环17的内部,用于对清理环1进行提拉作用。
[0056]
实施例二:
[0057]
一种pvc塑料管道的碳酸钙填充工艺,包括以下步骤:
[0058]
s1、按照重量份数比选取50份树脂粉、5份改性碳酸钙以及5份增韧剂;
[0059]
s2、选取一半的树脂粉、改性碳酸钙和增韧剂,即25份树脂粉、2.5份改性碳酸钙以及2.5份增韧剂;
[0060]
s3、先向热混桶内倒入树脂粉以及改性碳酸钙进行预热搅拌,在搅拌的过程中向热混桶内匀速添加增韧剂;
[0061]
s4、设定热混桶的搅拌温度、搅拌叶转速以及搅拌时间;
[0062]
s5、观察树脂粉、改性碳酸钙和增韧剂的搅拌效果,达到预期效果后停止热混桶工作;
[0063]
s6、将树脂粉、改性碳酸钙和增韧剂的混合物放入到另一个冷混桶中进行冷混降温的工作;
[0064]
s7、设定冷混桶的搅拌温度、搅拌叶转速以及搅拌时间;
[0065]
s8、将降温后获得的第一混合物填充料通过造粒机进行挤出造粒,形成直径1-3mm的填充料颗粒;
[0066]
s9、将填充料颗粒与另外25份pvc树脂粉、2.5份改性碳酸钙以及2.5份增韧剂投入到s3中的热混桶中;
[0067]
s10、重复上述s3至s7,将降温后获得的第二混合物填充料通过造粒机进行挤出造粒,形成直径1-3mm的填充料颗粒;
[0068]
s11、得到最终的碳酸钙填充料;
[0069]
s12、将最终的碳酸钙填充料与pvc塑料管的其他所需物料在开炼机中在140摄氏度下混合反应,在200摄氏度的条件下挤出成型,得到填充有碳酸钙的pvc塑料管道。
[0070]
具体的,所述s4中,热混桶的搅拌温度为130摄氏度,热混桶的搅拌叶转速在800转/分钟以上,热混桶的搅拌时间为10-15分钟。
[0071]
具体的,所述s5中,预期的树脂粉、改性碳酸钙和增韧剂的混合效果为pvc树脂实现溶胀,改性碳酸钙和增韧剂填充到pvc树脂内形成网状结构。
[0072]
具体的,所述s7中,冷混桶的具体控制温度在45摄氏度,并且保证搅拌叶保持300-500转/分钟以上的转速继续搅拌,使得树脂粉、改性碳酸钙和增韧剂的混合物进行低温冷混,实现降温。
[0073]
具体的,所述改性碳酸钙是由碳酸钙浆料干燥粉碎获得,所述改性碳酸钙粉碎研磨至700-1100目,过筛,得到pvc塑料管道的改性碳酸钙。
[0074]
请参阅图1-3,具体的,所述碳酸钙填充工艺的热混桶和冷混桶在循环使用时需要进行及时清洗,清洗设备包括清理环1、夹持机构2,所述夹持机构2用于对清理环1进行夹持固定,所述清理环1对碳酸钙填充工艺的热混桶和冷混桶的桶壁3进行内壁表面的清洗。
[0075]
具体的,所述清理环1包括固定环11,所述固定环11的最外侧固定安装有清理擦12,所述清理擦12的一侧固定安装有导流板13,所述导流板13的底端设置有回收槽14,所述回收槽14的一侧固定安装有挡流板15,所述回收槽14外部设置有位于清理环1内部的连接杆16,所述连接杆16上开设有两个对称设置的夹持环17。
[0076]
具体的,所述导流板13的倾斜方向为向清理环1的内侧进行倾斜,所述导流板13的倾斜角度在30度至45度的度数范围内,便于对残留的混合物导流至回收槽14中。
[0077]
具体的,所述挡流板15的设置高度大于回收槽14顶端表面的设置高度,所述挡流板15的一侧表面倾斜设计,用于缓冲清理下来的残留混合物的冲击力。
[0078]
具体的,所述夹持机构2包括对称设置的手持臂21以及夹持腿22,所述手持臂21之间固定安装有缓冲套24,所述夹持腿22的尾端上套接有橡胶套23,所述夹持腿22的尾端插接在夹持环17的内部,用于对清理环1进行提拉作用。
[0079]
实施例三:
[0080]
一种pvc塑料管道的碳酸钙填充工艺,包括以下步骤:
[0081]
s1、按照重量份数比选取100份树脂粉、10份改性碳酸钙以及10份增韧剂;
[0082]
s2、选取一半的树脂粉、改性碳酸钙和增韧剂,即50份树脂粉、5份改性碳酸钙以及5份增韧剂;
[0083]
s3、先向热混桶内倒入树脂粉以及改性碳酸钙进行预热搅拌,在搅拌的过程中向热混桶内匀速添加增韧剂;
[0084]
s4、设定热混桶的搅拌温度、搅拌叶转速以及搅拌时间;
[0085]
s5、观察树脂粉、改性碳酸钙和增韧剂的搅拌效果,达到预期效果后停止热混桶工作;
[0086]
s6、将树脂粉、改性碳酸钙和增韧剂的混合物放入到另一个冷混桶中进行冷混降温的工作;
[0087]
s7、设定冷混桶的搅拌温度、搅拌叶转速以及搅拌时间;
[0088]
s8、将降温后获得的第一混合物填充料通过造粒机进行挤出造粒,形成直径2mm的填充料颗粒;
[0089]
s9、将填充料颗粒与另外50份pvc树脂粉、5份改性碳酸钙以及5份增韧剂投入到s3中的热混桶中;
[0090]
s10、重复上述s3至s7,将降温后获得的第二混合物填充料通过造粒机进行挤出造粒,形成直径2mm的填充料颗粒;
[0091]
s11、得到最终的碳酸钙填充料;
[0092]
s12、将最终的碳酸钙填充料与pvc塑料管的其他所需物料在开炼机中在140摄氏度下混合反应,在200摄氏度的条件下挤出成型,得到填充有碳酸钙的pvc塑料管道。
[0093]
具体的,所述s4中,热混桶的搅拌温度为140摄氏度,热混桶的搅拌叶转速在850
转/分钟以上,热混桶的搅拌时间为10-15分钟。
[0094]
具体的,所述s5中,预期的树脂粉、改性碳酸钙和增韧剂的混合效果为pvc树脂实现溶胀,改性碳酸钙和增韧剂填充到pvc树脂内形成网状结构。
[0095]
具体的,所述s7中,冷混桶的具体控制温度在45摄氏度,并且保证搅拌叶保持400转/分钟以上的转速继续搅拌,使得树脂粉、改性碳酸钙和增韧剂的混合物进行低温冷混,实现降温。
[0096]
具体的,所述改性碳酸钙是由碳酸钙浆料干燥粉碎获得,所述改性碳酸钙粉碎研磨至850目,过筛,得到pvc塑料管道的改性碳酸钙。
[0097]
请参阅图1-3,具体的,所述碳酸钙填充工艺的热混桶和冷混桶在循环使用时需要进行及时清洗,清洗设备包括清理环1、夹持机构2,所述夹持机构2用于对清理环1进行夹持固定,所述清理环1对碳酸钙填充工艺的热混桶和冷混桶的桶壁3进行内壁表面的清洗。
[0098]
具体的,所述清理环1包括固定环11,所述固定环11的最外侧固定安装有清理擦12,所述清理擦12的一侧固定安装有导流板13,所述导流板13的底端设置有回收槽14,所述回收槽14的一侧固定安装有挡流板15,所述回收槽14外部设置有位于清理环1内部的连接杆16,所述连接杆16上开设有两个对称设置的夹持环17。
[0099]
具体的,所述导流板13的倾斜方向为向清理环1的内侧进行倾斜,所述导流板13的倾斜角度在30度至45度的度数范围内。
[0100]
具体的,所述挡流板15的设置高度大于回收槽14顶端表面的设置高度,所述挡流板15的一侧表面倾斜设计,用于缓冲清理下来的残留混合物的冲击力。
[0101]
具体的,所述夹持机构2包括对称设置的手持臂21以及夹持腿22,所述手持臂21之间固定安装有缓冲套24,所述夹持腿22的尾端上套接有橡胶套23,所述夹持腿22的尾端插接在夹持环17的内部,用于对清理环1进行提拉作用。
[0102]
本发明的有益效果是:该pvc塑料管道的碳酸钙填充工艺,通过先使用一半的树脂粉、改性碳酸钙和增韧剂,使其混合形成第一混合物填充料,在将第一混合物填充料与另一半树脂粉和改性碳酸钙加入进来,进一步进行混合加热,从而实现二次增韧,能够提高韧性、刚度,并且以为增韧剂减少能够有效降低成本。
[0103]
需要说明的是,在本文中,诸如术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0104]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
[0105]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以
理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips