
 商标分类
商标分类  商标转让
商标转让 
一种天然气表壳体的制作方法
 2021-02-02 00:02:56|
2021-02-02 00:02:56| 254|
254| 起点商标网
起点商标网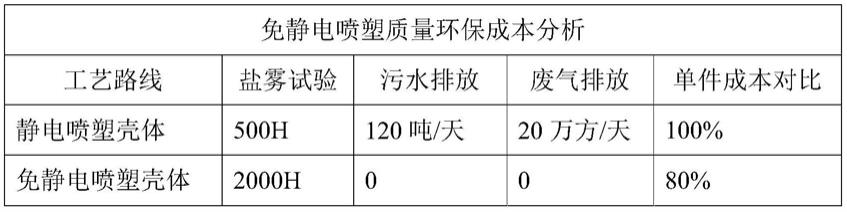
[0001]
本发明涉及一种天燃气表壳体,属于容积测量仪器技术领域。
背景技术:
[0002]
天燃气表壳体由阀盖阀座及钢壳组成,阀盖阀座为高分子材料。
[0003]
酚醛树脂是一种最经典的人工合成树脂,有近百年的使用史。由于酚醛树脂原料易得,价格低廉,生产工艺和设备简单,而且制品具有优异的机械性能,耐热性、耐寒性、电绝性、尺寸稳定性、成型加工型、阻燃性及低烟雾性。因此其成为工业部门不可缺少的材料,被广泛应用于固结磨具、涂附磨具、摩擦材料、耐火材料以及电木粉、烟花爆竹、铸造等各个领域。酚醛树脂是以酚类化合物、醛类化合物作原料,在催化剂作用下缩聚而成的高分子化合物,其中以苯酚和甲醛缩聚的酚醛树脂最为重要。
[0004]
近年来,酚醛树脂大体分为热固型和热塑型两大类。热固性树脂是由苯酚在碱性条件下与过量的甲醛发生反应合成;热塑性树脂是苯酚在酸性条件下与少量的甲醛反应合成。
[0005]
燃气表型腔内的天然气具有非常高的腐蚀性,行业制程为了保障燃气表壳体的耐腐蚀性,通常选材应用镀锌钢板通过模具深拉伸成形后再进行喷塑,以此延长腐蚀时间。由于镀锌钢板在深拉伸成形过程中,材料在模具型腔流动时接触面会伤害镀锌层,镀锌层脱落的位置喷塑后抗腐蚀性能会大大的降低,同时制程中喷塑工艺带来的喷塑缺陷成本人工成本和动能耗成本居高,废气及污水的排放会造成很大的工业污染。
[0006]
燃气表壳体现有工艺如图1所示,耐腐蚀性35度350~500h,腐蚀严重的易导致漏气爆炸的风险,图2为现有工艺制造的燃气表壳体,采取如下试验方法:
[0007]
盐雾试验箱内温度为35℃
±
2℃,试验持续时间1000小时;
[0008]
喷雾沉降量1~2ml/80cm2/h;
[0009]
氯化钠溶液浓度为50g/l
±
5g/l;
[0010]
ph值的范围6.5~7.2;
[0011]
试验500h后如图3所示,试验1000h后如图4所示;试验500小时后法兰面有轻微的鼓包,冲压件切点部位出现红锈。
技术实现要素:
[0012]
本发明所要解决的是技术问题是:如何增强燃气表耐腐蚀性能从而延长燃气表寿命。
[0013]
为了解决上述技术问题,本发明提供了一种天燃气表壳体,包括阀盖阀座及钢壳,其特征在于,所述的阀盖阀座由酚醛材料制成,酚醛材料的原料包括以质量百分比计的32%热塑酚醛树脂、8%热固酚醛树脂、22%石墨,20%石油焦炭, 6%木粉、4%固化剂、2%硅油、5%脱模剂及1%催化剂,将所有原料混合搅拌均匀,混合搅拌均匀后挤压成片状,再进行破碎,即得颗粒状酚醛材料;
[0014]
所述钢壳的制备方法包括以下步骤:
[0015]
步骤1):选取镀锌、镁或铝钢板为基材,将其卷料分条通过送料机校平涂油后进行落料工序;
[0016]
步骤2)、冲压:通过机械手自动夹料平面移动至工位,然后依次进行深拉深、整形、整形打凸、侧成形、修边、侧冲孔、整形上下翻孔工序;
[0017]
步骤3)、清洗:将步骤2)所得的钢壳通过输送带传递至通过式超声波清洗,去除表面污渍油迹;
[0018]
步骤4)、部件装配:清洗后的钢壳装配螺钉、铆接接头。
[0019]
优选地,所述石墨的颗粒度为500目,达到产品自润滑效果最佳;颗粒度太细,对于产品抗水蒸气效果差,颗粒度太粗,对于原材料生产成本无法控制。
[0020]
优选地,所述石油焦炭的颗粒度为180目,能够达到最优的粗糙度要求,以及抗油性的质量要求;颗粒度太粗则粗糙度过大,易造成计量不准,颗粒度太细则粗糙度不符合要求,抗油性能减弱。
[0021]
优选地,所述的固化剂为草酸、苯酚磺酸、磷酸、对甲苯磺酸中的至少一种。
[0022]
优选地,所述的催化剂为氢氧化钾、氢氧化钡和氢氧化钙中的至少一种。
[0023]
优选地,所述步骤1)中选用条件为:力学性能屈服145~165mpa,抗拉 295~305mpa,延伸率44~55%,钢板厚度公差-0.02cm~-0.05cm。
[0024]
与现有技术相比,本发明的有益效果在于:高性能木粉比重较轻,与石墨性能配合,保证产品平面度,可以有效降低摩擦阻力,从而整体减低模式燃气表计量时产生的噪音;根据本发明工艺制造的天燃气表壳体具有优越的防腐蚀性能。
附图说明
[0025]
图1为燃气表壳体现有工艺流程图;
[0026]
图2为现有工艺制造的燃气表壳体示意图;
[0027]
图3为现有工艺制造的燃气表壳体试验500h结果图;
[0028]
图4为现有工艺制造的燃气表壳体试验1000h结果图;
[0029]
图5为镀锌、镁、铝材料表面盐雾试验对比效果图;
[0030]
图6为镀锌、镁、铝材料截断面盐雾试验对比效果图;
[0031]
图7本发明提出天燃气表钢壳免喷塑技术工艺流程图;
[0032]
图8为本发明工艺制造的燃气表壳体抗腐蚀试验效果图;
[0033]
图9为本发明工艺制造的燃气表壳体抗低温试验效果图。
[0034]
图10为本发明提供的酚醛材料的生产设备的示意图。
具体实施方式
[0035]
为使本发明更明显易懂,兹以优选实施例,并配合附图作详细说明如下。
[0036]
实施例1
[0037]
一种膜式燃气表阀盖阀座用酚醛材料(以质量百分比计):
[0038]
32%热塑酚醛树脂、8%热固酚醛树脂、22%石墨(500目),20%石油焦炭(180 目),6%木粉、4%固化剂、2%硅油、5%脱模剂及1%催化剂。将所有原料混合搅拌均匀,混
合搅拌均匀后挤压成片状,再进行破碎,即得颗粒状酚醛材料。
[0039]
实施例1中的固化剂采用苯酚磺酸;催化剂采用氢氧化钙。
[0040]
热塑酚醛树脂的制备方法为:
[0041]
所采用的生产设备如图1所示,其包括通过计量槽3与反应釜5连接的苯酚储罐1、甲醛储罐2,反应釜5的底部分别连接树脂接受罐8、树脂接受器9、冷却用移动盘11,树脂接受器9与碾碎机10连接,树脂接受罐8的出口处设有冷却输送带12;反应釜5的顶部分别连接冷凝器4的进气口、冷凝液储罐6,冷凝器4的进液口分别与反应釜5的顶部、冷凝液储罐6的顶部连接,冷凝器4的出液口与真空罐7的顶部连接;反应釜5的上部、下部分别设有出液口。冷凝液储罐6、真空罐7的底部分别设有出液口。
[0042]
将苯酚100重量份、多聚甲醛45重量份依次进入计量槽3、反应釜5,另从反应釜5的加料口加入催化剂。缩聚反应阶段,挥发性物质(水、甲醛等)蒸汽经反应釜5上管道进入冷凝器4,冷凝器4回流至反应釜5内。脱水阶段,挥发性物质(主要是水)蒸汽冷凝后不再回流而是排出至冷凝接受罐6脱水阶段改为真空下操作(真空系统包括真空泵和真空缓冲罐7),反应釜5内完成脱水后熔融酚醛树脂排入树脂接受器9,冷却后进入粉碎机10,碎成树脂粉。
[0043]
上述热塑酚醛树脂用六次甲基四胺交联获得热固酚醛树脂。
[0044]
实施例2
[0045]
一种天然气钢壳的制备方法,采用了一种免喷塑技术,工艺流程如图7所示:
[0046]
1.镀锌、镁、铝钢板基材选用条件:力学性能屈服(145~165mpa)抗拉 (295~305mpa)延伸率(44~55%),钢板厚度公差(材料厚度-0.02~-0.05cm);
[0047]
上述基材料性能:
[0048]
①
确保材料满足深冲拉伸性能及产品不良率控制在30%的目标;
[0049]
②
确保可以满足产品在低温30度高温60度恶劣环境下,产品在受到外力敲、打、摔壳体应力集中点不会发生开裂隐裂现象,以此满足燃气表在恶劣环境中长时间运行的可靠性能;
[0050]
③
材料走负公差可以确保材料在模具型腔中流动顺畅,减少成形过程中材料表面与模具表面的摩擦提升壳体耐腐蚀性能;
[0051]
2.多工位全自动深冲冲压
[0052]
①
卷料分条通过送料机校平涂油(增加润滑降温)后进行落料工序;
[0053]
②
通过机械手自动夹料平面移动至-深拉深工序-整形工序-整形打凸工序-侧成形工序-修边工序-侧冲孔工序-整形上下翻孔工序;
[0054]
3.清洗
[0055]
①
冲压后壳体通过输送带传递至通过式超声波清洗,去除表面污渍油迹;
[0056]
4.部件装配
[0057]
①
清洗后产品根据客户订单需求装配螺钉;
[0058]
②
依据客户订单需求铆接接头;
[0059]
③
打包入库。
[0060]
通过对原材料钢板进行深入研究发现,锌、镁、铝镀层抗腐蚀性能是热浸镀锌钢板的10~20倍,通过试验镀锌、镁、铝材料冲压后耐腐蚀性能达到2000h 无黄红锈。
[0061]
材料表面盐雾试验对比效果(锌、镁、铝镀层2500h无生锈)如图5所示,材料截断面
盐雾试验对比效果(锌、镁、铝镀层2500h无生锈)如图6所示。
[0062]
根据上述工艺制造的天燃气表钢壳具有优越的防腐蚀性能,按照下述方法进行镀镁、铝、锌材料抗腐蚀试验:
[0063]
盐雾试验箱内温度为35
±
2℃,试验持续时间2000小时;
[0064]
喷雾沉降量1~2ml/80cm2/h;
[0065]
氯化钠溶液浓度为50g/l
±
5g/l;
[0066]
ph值的范围6.5~7.2;
[0067]
镀镁、铝、锌材料抗腐蚀试验效果如图8所示,可以发现,试验2000h时,壳体法兰面及切面无锈。
[0068]
按照下述方法进行镀镁、铝、锌材料抗低温试验效果:
[0069]
a-将壳体放在-25℃低温箱内恒温5h,从低温箱内取出样品;
[0070]
b-法兰面对碰,对碰次数3次;
[0071]
c-用橡皮锤敲击样品r角;
[0072]
d-自由落体跌落(高度1m);
[0073]
e-使用铅球自由下落砸壳体r角(高度1m,铅球7.26kg)。
[0074]
镀镁、铝、锌材料抗低温试验效果如图9所示,所有试件均未发现开裂现象,产品合格。
[0075]
综上,现有工艺与本发明提出的工艺质量成本对比分析如表1所示。
[0076]
表1
[0077]
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 反应釜

 热门咨询
热门咨询




tips