
 商标分类
商标分类  商标转让
商标转让 
一种模压物理发泡成型的鞋中底及其制备方法与流程
 2021-02-01 22:02:22|
2021-02-01 22:02:22| 335|
335| 起点商标网
起点商标网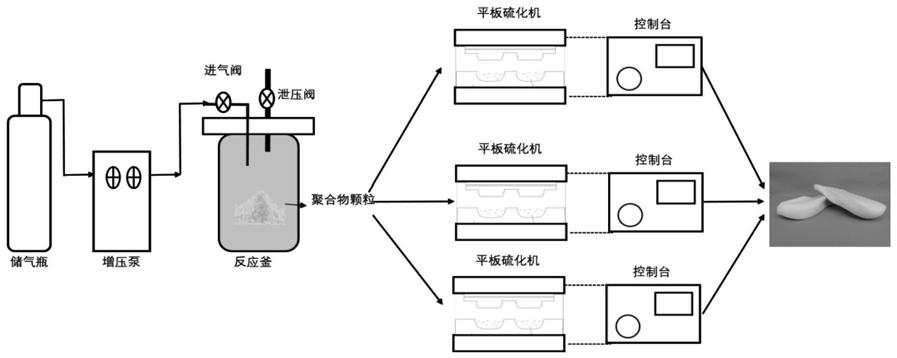
[0001]
本发明属于鞋底技术领域,尤其涉及一种模压物理发泡成型的鞋中底及其制备方法。
背景技术:
[0002]
运动鞋中底主要由发泡材料组成。当前,制备运动鞋发泡中底的方法有化学发泡法和物理发泡法,前者是通过添加化学发泡剂或者经过化学反应来实现聚合物材料的发泡,主要包括模压发泡、射出发泡和pu发泡,模压和射出发泡易操作且适用性广,但是化学发泡剂容易残留造成污染。和化学发泡相比,物理发泡技术是一种绿色环保的发泡技术,其主要通入低沸点烷烃、二氧化碳、氮气等物理发泡剂来实现发泡,主要有釜式发泡、挤出发泡和注塑发泡,以及模压发泡,相关发泡的生产过程无有害物质产生或残留,当前已初步应用于鞋材的制备。
[0003]
超临界流体技术在鞋材领域的应用情况:专利cn 107200911a公开了一种超轻高弹环保鞋底及其制备方法,将eva复合物经密炼共混后造粒,模压得到预硫化鞋底,将此鞋底放入高压釜发泡装置中,采用降压法得到微孔发泡材料,再经二次定型后成型获得鞋中底。专利cn 109262935a公开了一种用于制造热塑性聚氨酯鞋底的发泡注塑系统,在螺杆中将二氧化碳气体注入到熔融的tpu中,形成聚合物/气体均相体系,再经过异形截流式射嘴将熔体注入到注塑模具中发泡定型。专利cn 107200911a则是通过造粒/注塑、饱和发泡和模压三步法制备鞋中底,生产流程长,效率低;专利cn 109262935a所涉及的挤出和注塑物理发泡技术,多应用在汽车行业,虽然不需要饱和时间,但是其对模具和挤出设备的要求同样很高,前期投资大成本高。
[0004]
如何更好的利用现有设备,更加高效的生产和更低的投入来开发高性能发泡鞋材,一直是各大鞋企追求的目标。
技术实现要素:
[0005]
有鉴于此,本发明的目的在于提供一种模压物理发泡成型的鞋中底及其制备方法,该方法具有较高的生产效率,且制备的鞋中底具有高回弹率。
[0006]
本发明提供了一种模压物理发泡成型的鞋中底的制备方法,包括以下步骤:
[0007]
将聚合物粒子在超临界状态的流体中浸渍处理,得到处理后的材料;
[0008]
将所述处理后的材料模压发泡,得到鞋中底。
[0009]
优选地,所述超临界状态的压力为1~20mpa。
[0010]
优选地,所述浸渍的温度为20~150℃;浸渍的时间为0.1~12h。
[0011]
优选地,所述模压发泡的温度为50~250℃;模压发泡的压力为1~20mpa。
[0012]
优选地,所述超临界状态的流体选自二氧化碳、氮气、甲烷、丁烷、甲醇、乙醇和水中的一种或几种。
[0013]
优选地,所述聚合物粒子的硬度为邵氏70a~55d;聚合物粒子的维卡温度为70~
120℃。
[0014]
优选地,所述聚合物粒子的材质选自热塑性聚氨酯、热塑性聚酯弹性体、热塑性尼龙弹性体、聚苯乙烯-聚(乙烯-丁烯)-聚苯乙烯嵌段共聚物、乙烯-辛烯嵌段共聚物、乙烯-辛烯无规共聚物、聚(己二酸丁二酯/对苯二甲酸丁二酯)、3-羟基丁酸酯-3-羟基戊酸酯共聚物、聚氯乙烯、聚烯烃、聚乳酸、聚羟基脂肪酸酯、聚丁二酸丁二醇酯、聚丁二酸-共-对苯二甲酸丁二醇酯、橡胶、浇筑聚氨酯和聚己内酯中的一种或多种。
[0015]
优选地,处理后的材料慢速降压后取出;
[0016]
所述慢速降压的速率为0.1~20mpa/s。
[0017]
优选地,得到处理后的材料后停放时间不超过24h进行模压发泡。
[0018]
本发明提供了一种模压物理发泡成型的鞋中底,由上述技术方案所述制备方法制得。
[0019]
本发明提供了一种模压物理发泡成型的鞋中底的制备方法,包括以下步骤:将聚合物粒子在超临界状态的流体中浸渍处理,得到处理后的材料;将所述处理后的材料模压发泡,得到鞋中底。相对于传统的化学发泡方式,本发明利用超临界流体作为发泡剂,绿色环保,且无发泡温度的限制(化学发泡剂则需在一定的温度下才分解);相对于物理发泡中的珠粒发泡方式,本发明利用模压作为二次发泡的工具,直接一体成型为鞋中底,无需经过发泡后再水蒸气成型的步骤;同时,前期的浸渍处理可以大规模生产,因此,具有高的生产效率;该方法能够提升超临界发泡的效率,使得到的鞋中底具有高回弹率。该方法采用的材料和设备适应性广,易控制;可实现规模化生产,无需投资新的发泡设备。鞋中底密度低,穿着舒适性佳。实验结果表明:鞋中底的回弹率为55~70%;密度为0.10~0.24g/cm3。
附图说明
[0020]
图1为本发明提供的模压物理发泡成型的鞋中底的工艺流程图;
[0021]
图2为本发明提供的方法制备的鞋中底的样品示意图。
具体实施方式
[0022]
本发明提供了一种模压物理发泡成型的鞋中底的制备方法,包括以下步骤:
[0023]
将聚合物粒子在超临界状态的流体中浸渍处理,得到处理后的材料;
[0024]
将所述处理后的材料模压发泡,得到鞋中底。
[0025]
相对于传统的化学发泡方式,本发明利用超临界流体作为发泡剂,绿色环保,且无发泡温度的限制(化学发泡剂则需在一定的温度下才分解);相对于物理发泡中的珠粒发泡方式,本发明利用模压作为二次发泡的工具,直接一体成型为鞋中底,无需经过发泡后再水蒸气成型的步骤;同时,前期的饱和可以大规模生产,因此,具有高的生产效率;该方法能够提升超临界发泡的效率,使得到的鞋中底具有高回弹率。该方法采用的材料和设备适应性广,易控制;可实现规模化生产,无需投资新的发泡设备。鞋中底密度低,穿着舒适性佳。
[0026]
本发明将聚合物粒子在超临界状态的流体中浸渍处理,得到处理后的材料。本发明优选将聚合物粒子干燥后再进行浸渍。在本发明中,所述聚合物粒子的材质优选选自热塑性聚氨酯、热塑性聚酯弹性体、热塑性尼龙弹性体、聚苯乙烯-聚(乙烯-丁烯)-聚苯乙烯嵌段共聚物、乙烯-辛烯嵌段共聚物、乙烯-辛烯无规共聚物、聚(己二酸丁二酯/对苯二甲酸
丁二酯)、3-羟基丁酸酯-3-羟基戊酸酯共聚物、聚氯乙烯、聚烯烃、聚乳酸、聚羟基脂肪酸酯、聚丁二酸丁二醇酯、聚丁二酸-共-对苯二甲酸丁二醇酯、橡胶、浇筑聚氨酯和聚己内酯中的一种或多种。所述聚合物粒子的硬度为邵氏70a~55d;聚合物粒子的维卡温度为70~120℃。在具体实施例中,所述聚合物粒子优选采用热塑性聚氨酯弹性体(tpu)粒子,其型号为lubrizol estane 58315,硬度为85a,维卡软化点温度为73℃;或basf的elastollan 1175a10w tpu,硬度75a,维卡软化点91℃的热塑性聚氨酯弹性体粒子;或lubrizol estane bcxa15,硬度85a,维卡软化点温度为79℃的热塑性聚氨酯弹性体粒子;arkema pebax 4533 sa01,硬度45d,维卡软化点温度111℃的热塑性尼龙弹性体(peba)粒子。
[0027]
在本发明中,超临界状态下浸渍优选在超临界流体浸渍系统中进行;所述超临界流体浸渍系统为本领域技术人员熟知的即可;所述超临界流体浸渍系统包括加热器、增压泵、气体储存罐、高压釜、计量泵等;具体地,用增压泵将超临界流体(即发泡剂)充入高压釜中,通过计量泵精确计算所注入的超临界流体的量,加热器控制高压釜中的温度。所述超临界状态的流体优选选自二氧化碳、氮气、甲烷、丁烷、甲醇、乙醇和水中的一种或多种;更优选选自二氧化碳或氮气。
[0028]
在本发明中,所述浸渍为在具有超临界流体氛围下浸渍至超临界流体和聚合物粒子材料达到溶解平衡;具体地,通过将发泡剂,即超临界流体注入放有聚合物粒子的高压釜内,达到一定温度和压力后使其达到超临界状态,维持此状态一定时间,将超临界流体渗透到聚合物粒子原材料内部,形成聚合物/气体均相体系,得到处理后的材料。处理后的材料是一种饱和的聚合物粒子,即超临界流体在聚合物粒子中达到饱和。
[0029]
在本发明中,所述超临界状态的压力优选为1~20mpa,更优选为3~15mpa,最优选为5~12mpa;在具体实施例中,所述超临界状态的压力为10mpa。所述浸渍的温度为20~150℃;具体实施例中,所述浸渍的温度为80℃或85℃;浸渍的时间优选为0.1~12h,更优选为0.5~6h;具体实施例中,所述浸渍的时间为60min。
[0030]
本发明为了维持材料内部聚合物/气体均相体系的平衡状态,使得气体仍然分布在材料内部,优选采用慢速降压法取出。得到处理后的材料后慢速降压后取出;所述慢速降压的速率优选为0.1~20mpa/s。浸渍饱和后的材料内部仅存在些许的微细泡孔,可单独储存一段时间(但长时间放置如超过24h,材料内部的气体会外溢),也可直接用于模压发泡,且无需再加入发泡剂。
[0031]
得到处理后的材料后,本发明将所述处理后的材料模压发泡,得到鞋中底。在本发明中,所述处理后的材料模压发泡优选在本领域技术人员熟知的平板硫化机的模具中进行;所述处理后的材料优选通过计量放入模具中;模压发泡时无需再通入气体。一个超临界饱和系统可以同时为多台模压机供料,单台模压机可以有多层多个膜腔,适合规模化生产。
[0032]
具体的,模压发泡的过程包括:将装有所述处理后的材料的模具放入所需温度的平板硫化机中,合模至所需压力,一定时间后泄压跳模发泡,得到鞋中底。本发明中采用的平板硫化机可为普通的模压发泡用的平板硫化机;所述的平板硫化机可用油浴、电、蒸汽、微波或射频加热;使用微波或者射频技术可实现物料的快速和均匀加热。
[0033]
本发明实施例按照中底模具的形状,直接模压成型制备发泡鞋用中底。本发明对鞋中底的结构具体设计并无特殊限制。
[0034]
本发明方法可用于制备运动鞋中底,可实现规模化生产,效率高,无需投资新的发
泡设备,且适应多种材料,所制备的中底具有较高的应用性能,如密度低、回弹率高,穿着舒适性佳。
[0035]
图1为本发明提供的模压物理发泡成型的鞋中底的工艺流程图;图1可知:将储气瓶中的超临界气体通过增压泵增压后由反应釜的进气阀进入与聚合物粒子在超临界状态下浸渍至得到饱和聚合物粒子,即上述处理后的材料;然后在多个平板硫化机中进行模压发泡,得到鞋中底。
[0036]
图2为本发明提供的方法制备的鞋中底的样品示意图。
[0037]
本发明提供了一种模压物理发泡成型的鞋中底,由上述技术方案所述制备方法制得。
[0038]
本发明采用hg/t 2872-2009中的方法对鞋中底进行密度的测试;本发明采用astm d2632-2001中的方法对鞋中底进行回弹率的测试。
[0039]
为了进一步说明本发明,下面结合实施例对本发明提供的一种模压物理发泡成型的鞋中底及其制备方法进行详细地描述,但不能将它们理解为对本发明保护范围的限定。
[0040]
实施例1
[0041]
将热塑性聚氨酯弹性体(tpu)粒子(lubrizol estane 58315,硬度85a,维卡软化点温度为73℃)放入高压釜内,通入氮气,升温至80℃,加压至10mpa,使气体达到超临界状态,对材料进行饱和,60min后,泄压,泄压速率1mpa/s,获得饱和后的tpu粒子。称取一定重量的上述粒子(按照发泡倍率大小计算得到所需重量)放入模具中,将模具放入平板硫化机上,合模,平板硫化机的温度为130℃,压力为10mpa,1min后开模发泡即得中底。
[0042]
实施例1制备的鞋中底的密度为0.22g/cm3;回弹率为58%。
[0043]
实施例2
[0044]
将热塑性聚氨酯弹性体(tpu)粒子(basf的elastollan 1175a10w tpu,硬度75a,维卡软化点91℃)放入高压釜内,通入氮气,升温至85℃,加压至10mpa,使气体达到超临界状态,对材料进行饱和,60min后,泄压,泄压速率1mpa/s,获得饱和后的tpu粒子。称取一定重量的上述粒子(按照发泡倍率大小计算得到所需重量)放入模具中,将模具放入平板硫化机上,合模,平板硫化机的温度为140℃,压力为10mpa,1min后开模发泡即得中底。
[0045]
实施例2制备的鞋中底的密度为0.2g/cm3;回弹率为62%。
[0046]
实施例3
[0047]
将热塑性聚氨酯弹性体(tpu)粒子(lubrizol estane bcxa15,硬度85a,维卡软化点温度为79℃)放入高压釜内,通入氮气,升温至80℃,加压至10mpa,使气体达到超临界状态,对材料进行饱和,60min后,泄压,泄压速率1mpa/s,获得饱和后的tpu粒子。称取一定重量的上述粒子(按照发泡倍率大小计算得到所需重量)放入模具(模具材料是聚丙烯)中,将模具放入平板硫化机上,合模后,用微波或者射频进行加热,射频的功率为300w,加热15s后开模发泡即得到中底。
[0048]
实施例3制备的鞋中底的密度为0.22g/cm3;回弹率为65%。
[0049]
实施例4
[0050]
将热塑性尼龙弹性体(peba)粒子(arkema pebax 4533 sa01,硬度45d,维卡软化点温度111℃)放入高压釜内,通入氮气,升温至80℃,加压至10mpa,使气体达到超临界状态,对材料进行饱和,60min后,泄压,泄压速率1mpa/s,获得饱和后的peba粒子。称取一定重
量的上述粒子(按照发泡倍率大小计算得到所需重量)放入模具中,将模具放入平板硫化机上,合模,平板硫化机的温度为120℃,压力为10mpa,1min后开模发泡即得中底。
[0051]
实施例4制备的鞋中底的密度为0.14g/cm3;回弹率为68%。
[0052]
由以上实施例可知,本发明提供了一种模压物理发泡成型的鞋中底的制备方法,包括以下步骤:将聚合物粒子在超临界状态的流体中浸渍处理,得到处理后的材料;将所述处理后的材料模压发泡,得到鞋中底。相对于传统的化学发泡方式,本发明利用超临界流体作为发泡剂,绿色环保,且无发泡温度的限制(化学发泡剂则需在一定的温度下才分解);相对于物理发泡中的珠粒发泡方式,本发明利用模压作为二次发泡的工具,直接一体成型为鞋中底,无需经过发泡后再水蒸气成型的步骤;同时,前期的饱和可以大规模生产,因此,具有高的生产效率;该方法能够提升超临界发泡的效率,使得到的鞋中底具有高回弹率。该方法采用的材料和设备适应性广,易控制;可实现规模化生产,无需投资新的发泡设备。鞋中底密度低,穿着舒适性佳。实验结果表明:鞋中底的回弹率为55~70%;密度为0.10~0.24g/cm3。
[0053]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips