
 商标分类
商标分类  商标转让
商标转让 
一种不锈钢中冷进气管制造成型方法与流程
 2021-02-01 21:02:50|
2021-02-01 21:02:50| 226|
226| 起点商标网
起点商标网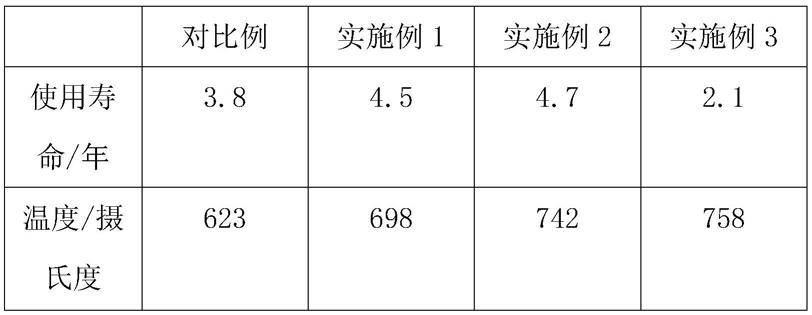
[0001]
本发明涉及进气管技术领域,具体为一种不锈钢中冷进气管制造成型方法。
背景技术:
[0002]
涡轮增压器实际上是一种空气压缩机,通过压缩空气来增加进气量。它是利用发动机排出的废气惯性冲力来推动涡轮室内的涡轮,涡轮又带动同轴的叶轮,叶轮压送由空气滤清器管道送来的空气,使之增压进入气缸。当发动机转速增大,废气排出速度与涡轮转速也同步增加,叶轮就压缩更多的空气进入气缸,空气的压力和密度增大可以燃烧更多的燃料,相应增加燃料量和调整发动机的转速,就可以增加发动机的输出功率。涡轮增压器中压缩的高温空气将直接送入中冷器。
[0003]
传统的中冷进气管在使用时往往需要对高温空气具有足够的耐受性,并且要保证在持续接收高温空气的间隔时遇到低温空气不至于断裂,但是现有的中冷进气管往往只能对短时间高温空气耐受,长时间使用时,中冷进气管容易上锈开裂,影响使用安全。
技术实现要素:
[0004]
(一)解决的技术问题
[0005]
针对现有技术的不足,本发明提供了一种不锈钢中冷进气管制造成型方法,解决了传统的中冷进气管在使用时往往需要对高温空气具有足够的耐受性,并且要保证在持续接收高温空气的间隔时遇到低温空气不至于断裂,但是现有的中冷进气管往往只能对短时间高温空气耐受,长时间使用时,中冷进气管容易上锈开裂,影响使用安全的问题。
[0006]
(二)技术方案
[0007]
为实现以上目的,本发明通过以下技术方案予以实现:一种不锈钢中冷进气管制造成型方法,具体包括如下步骤:
[0008]
步骤1:普通机械装备准备阶段:对设备的功能进行检测后,开机进入待机状态,对参与工作的物料进行基本检测,剔除不合格物料,剔除后对物料进行复查;
[0009]
步骤2:中冷进气管的加热成型并测试;将铁、碳、硅、镍、铬、钽和铌筛出,然后将相关物料中的铁和碳填入密封冶炼炉中,然后关闭炉门,待其温度升高至1300-1400摄氏度,然后将密封冶炼炉中温度保持5-10分钟,然后保温后的铁水取出,将熔融的金属熔化物倒入冶炼模具,模具自身冷却至室温时,将模具中产品取出备用;
[0010]
步骤3:中冷进气管的测试操作:将取出后的中冷进气管放置进入漏气测试装置,对毛坯状态的中冷进气管进行漏气检测,对自身形态进行检测,将不合格的产品全部剔除,合格品保留待用;
[0011]
步骤4:中冷进气管的高温热处理:将合格品放入耐高温容器中,然后将毛坯状态的中冷进气管在3-5分钟内加热至1200摄氏度时,保温1-5分钟,然后将高温的中冷进气管放入低温水中,中冷进气管温度降低至700摄氏度以下时,重复上述操作一遍,然后对中冷进气管表面是否存在有裂缝等不合格产品进行剔除;
[0012]
步骤5:中冷进气管的表面打磨处理:对中冷进气管表面的毛刺进行打磨,然后采用高标号的打磨砂纸对中冷进气管表面就行全面打磨,当中冷进气管表面手感光滑时,停止打磨,然后开启检查,剔除残次品;
[0013]
步骤6:中冷进气管内表面高阶打磨处理:对中冷进气管放置在旋转平台上,开启旋转平台,然后使用打磨装置对中冷进气管内部进行打磨,打磨完毕后,将装置复原;
[0014]
步骤7:中冷进气管的最后相关操作:将打磨完毕后的中冷进气管进行焊接处理,然后将焊接后的中冷进气管进行无尘包装,然后转入仓库。
[0015]
优选的,所述步骤2中,关闭炉门后,需要在1分钟内升高至预定温度。
[0016]
优选的,所述步骤2中,密封冶炼炉中温度采用红外测温仪进行监测。
[0017]
优选的,所述步骤2中,将熔融的金属熔化物取出时,工作人员必须身着保护衣服。
[0018]
优选的,所述步骤2中,工作人员必须手持机械手臂对模具进行操作。
[0019]
优选的,所述步骤4中,将高温的中冷进气管放入蒸馏水低温水中。
[0020]
优选的,所述步骤7中,中冷进气管在外部采用缓冲气囊包装。
[0021]
优选的,所述步骤5中,高标号打磨砂纸至少为2000目打磨砂纸。
[0022]
(三)有益效果
[0023]
本发明提供了一种不锈钢中冷进气管制造成型方法。与现有技术相比,具备以下有益效果:
[0024]
(1)、该不锈钢中冷进气管制造成型方法,通过步骤3:中冷进气管的测试操作:将取出后的中冷进气管放置进入漏气测试装置,对毛坯状态的中冷进气管进行漏气检测,对自身形态进行检测,将不合格的产品全部剔除,合格品保留待用;步骤4:中冷进气管的高温热处理:将合格品放入耐高温容器中,然后将毛坯状态的中冷进气管在3-5分钟内加热至1200摄氏度时,保温1-5分钟,然后将高温的中冷进气管放入低温水中,中冷进气管温度降低至700摄氏度以下时,重复上述操作一遍,然后对中冷进气管表面是否存在有裂缝等不合格产品进行剔除,通过步骤3和步骤4的联合设置,通过对毛坯状态的中冷进气管进行全面漏气检测,有效的避免漏气产品流出生产线,提高了后期产品的合格率,避免产品在使用时因为长期高温导致的裂缝扩大,通过对毛坯状态的中冷进气管的热处理,有效的提高了中冷进气管的操作效率,并且通过热处理的重复操作,进一步的加强了中冷进气管在工作时的稳定程度。
[0025]
(2)、该不锈钢中冷进气管制造成型方法,通过步骤5:中冷进气管的表面打磨处理:对中冷进气管表面的毛刺进行打磨,然后采用高标号的打磨砂纸对中冷进气管表面就行全面打磨,当中冷进气管表面手感光滑时,停止打磨,然后开启检查,剔除残次品;步骤6:中冷进气管内表面高阶打磨处理:对中冷进气管放置在旋转平台上,开启旋转平台,然后使用打磨装置对中冷进气管内部进行打磨,打磨完毕后,将装置复原,通过步骤5和步骤6的联合设置,通过对中冷进气管的表面打磨,进一步的提高了中冷进气管的工作满意程度,并且通过中冷进气管的表面手感去判断是否继续打磨,方便工作人员操作,通过对进气管内表面的打磨,进一步提高了产品的可靠性,另外整体工作步骤清晰,方便操作和维护。
[0026]
(3)、该不锈钢中冷进气管制造成型方法,通过步骤2:中冷进气管的加热成型并测试;将铁、碳、硅、镍、铬、钽和铌筛出,然后将相关物料中的铁和碳填入密封冶炼炉中,然后关闭炉门,待其温度升高至1300-1400摄氏度,然后将密封冶炼炉中温度保持5-10分钟,然
后保温后的铁水取出,将熔融的金属熔化物倒入冶炼模具,模具自身冷却至室温时,将模具中产品取出备用,步骤7:中冷进气管的最后相关操作:将打磨完毕后的中冷进气管进行焊接处理,然后将焊接后的中冷进气管进行无尘包装,然后转入仓库,通过步骤1、步骤2和步骤7的联合设置,通过对物料的密封加热,避免了物料在加热过程中飞溅,提高了工作人员的人身安全程度,并且通过缓冲包装,进一步避免了产品因为碰撞导致的损失。
具体实施方式
[0027]
下面将结合本发明实施例中的附表,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0028]
请参阅表1,本发明实施例提供三种技术方案:一种不锈钢中冷进气管制造成型方法,具体包括以下实施例:
[0029]
实施例1
[0030]
步骤1:普通机械装备准备阶段:对设备的功能进行检测后,开机进入待机状态,对参与工作的物料进行基本检测,剔除不合格物料,剔除后对物料进行复查;
[0031]
步骤2:中冷进气管的加热成型并测试;将铁、碳、硅、镍、铬、钽和铌筛出,然后将相关物料中的铁和碳填入密封冶炼炉中,然后关闭炉门,待其温度升高至1300摄氏度,然后将密封冶炼炉中温度保持5,然后保温后的铁水取出,将熔融的金属熔化物倒入冶炼模具,模具自身冷却至室温时,将模具中产品取出备用;
[0032]
步骤3:中冷进气管的测试操作:将取出后的中冷进气管放置进入漏气测试装置,对毛坯状态的中冷进气管进行漏气检测,对自身形态进行检测,将不合格的产品全部剔除,合格品保留待用;
[0033]
步骤4:中冷进气管的高温热处理:将合格品放入耐高温容器中,然后将毛坯状态的中冷进气管在3分钟内加热至1200摄氏度时,保温1分钟,然后将高温的中冷进气管放入低温水中,中冷进气管温度降低至700摄氏度以下时,重复上述操作一遍,然后对中冷进气管表面是否存在有裂缝等不合格产品进行剔除;
[0034]
步骤5:中冷进气管的表面打磨处理:对中冷进气管表面的毛刺进行打磨,然后采用高标号的打磨砂纸对中冷进气管表面就行全面打磨,当中冷进气管表面手感光滑时,停止打磨,然后开启检查,剔除残次品;
[0035]
步骤6:中冷进气管内表面高阶打磨处理:对中冷进气管放置在旋转平台上,开启旋转平台,然后使用打磨装置对中冷进气管内部进行打磨,打磨完毕后,将装置复原;
[0036]
步骤7:中冷进气管的最后相关操作:将打磨完毕后的中冷进气管进行焊接处理,然后将焊接后的中冷进气管进行无尘包装,然后转入仓库。
[0037]
实施例2
[0038]
步骤1:普通机械装备准备阶段:对设备的功能进行检测后,开机进入待机状态,对参与工作的物料进行基本检测,剔除不合格物料,剔除后对物料进行复查;
[0039]
步骤2:中冷进气管的加热成型并测试;将铁、碳、硅、镍、铬、钽和铌筛出,然后将相关物料中的铁和碳填入密封冶炼炉中,然后关闭炉门,待其温度升高至1350摄氏度,然后将
密封冶炼炉中温度保持7.5分钟,然后保温后的铁水取出,将熔融的金属熔化物倒入冶炼模具,模具自身冷却至室温时,将模具中产品取出备用;
[0040]
步骤3:中冷进气管的测试操作:将取出后的中冷进气管放置进入漏气测试装置,对毛坯状态的中冷进气管进行漏气检测,对自身形态进行检测,将不合格的产品全部剔除,合格品保留待用;
[0041]
步骤4:中冷进气管的高温热处理:将合格品放入耐高温容器中,然后将毛坯状态的中冷进气管在4分钟内加热至1200摄氏度时,保温2.5分钟,然后将高温的中冷进气管放入低温水中,中冷进气管温度降低至700摄氏度以下时,重复上述操作一遍,然后对中冷进气管表面是否存在有裂缝等不合格产品进行剔除;
[0042]
步骤5:中冷进气管的表面打磨处理:对中冷进气管表面的毛刺进行打磨,然后采用高标号的打磨砂纸对中冷进气管表面就行全面打磨,当中冷进气管表面手感光滑时,停止打磨,然后开启检查,剔除残次品;
[0043]
步骤6:中冷进气管内表面高阶打磨处理:对中冷进气管放置在旋转平台上,开启旋转平台,然后使用打磨装置对中冷进气管内部进行打磨,打磨完毕后,将装置复原;
[0044]
步骤7:中冷进气管的最后相关操作:将打磨完毕后的中冷进气管进行痕接处理,然后将焊接后的中冷进气管进行无尘包装,然后转入仓库。
[0045]
实施例3
[0046]
步骤1:普通机械装备准备阶段:对设备的功能进行检测后,开机进入待机状态,对参与工作的物料进行基本检测,剔除不合格物料,剔除后对物料进行复查;
[0047]
步骤2:中冷进气管的加热成型并测试;将铁、碳、硅、镍、铬、钽和铌筛出,然后将相关物料中的铁和碳填入密封冶炼炉中,然后关闭炉门,待其温度升高至1400摄氏度,然后将密封冶炼炉中温度保持10分钟,然后保温后的铁水取出,将熔融的金属熔化物倒入冶炼模具,模具自身冷却至室温时,将模具中产品取出备用;
[0048]
步骤3:中冷进气管的测试操作:将取出后的中冷进气管放置进入漏气测试装置,对毛坯状态的中冷进气管进行漏气检测,对自身形态进行检测,将不合格的产品全部剔除,合格品保留待用;
[0049]
步骤4:中冷进气管的高温热处理:将合格品放入耐高温容器中,然后将毛坯状态的中冷进气管在5分钟内加热至1200摄氏度时,保温5分钟,然后将高温的中冷进气管放入低温水中,中冷进气管温度降低至700摄氏度以下时,重复上述操作一遍,然后对中冷进气管表面是否存在有裂缝等不合格产品进行剔除;
[0050]
步骤5:中冷进气管的表面打磨处理:对中冷进气管表面的毛刺进行打磨,然后采用高标号的打磨砂纸对中冷进气管表面就行全面打磨,当中冷进气管表面手感光滑时,停止打磨,然后开启检查,剔除残次品;
[0051]
步骤6:中冷进气管内表面高阶打磨处理:对中冷进气管放置在旋转平台上,开启旋转平台,然后使用打磨装置对中冷进气管内部进行打磨,打磨完毕后,将装置复原;
[0052]
步骤7:中冷进气管的最后相关操作:将打磨完毕后的中冷进气管进行痕接处理,然后将焊接后的中冷进气管进行无尘包装,然后转入仓库。
[0053]
同时本说明书中未作详细描述的内容均属于本领域技术人员公知的现有技术。
[0054]
通过步骤3和步骤4的联合设置,通过对毛坯状态的中冷进气管进行全面漏气检
测,有效的避免漏气产品流出生产线,提高了后期产品的合格率,避免产品在使用时因为长期高温导致的裂缝扩大,通过对毛坯状态的中冷进气管的热处理,有效的提高了中冷进气管的操作效率,并且通过热处理的重复操作,进一步的加强了中冷进气管在工作时的稳定程度,通过步骤5和步骤6的联合设置,通过对中冷进气管的表面打磨,进一步的提高了中冷进气管的工作满意程度,并且通过中冷进气管的表面手感去判断是否继续打磨,方便工作人员操作,通过对进气管内表面的打磨,进一步提高了产品的可靠性,另外整体工作步骤清晰,方便操作和维护,通过步骤1、步骤2和步骤7的联合设置,通过对物料的密封加热,避免了物料在加热过程中飞溅,提高了工作人员的人身安全程度,并且通过缓冲包装,进一步避免了产品因为碰撞导致的损失,步骤2中,关闭炉门后,需要在1分钟内升高至预定温度,步骤2中,密封冶炼炉中温度采用红外测温仪进行监测,步骤2中,将熔融的金属熔化物取出时,工作人员必须身着保护衣服,步骤2中,工作人员必须手持机械手臂对模具进行操作,步骤4中,将高温的中冷进气管放入蒸馏水低温水中,步骤7中,中冷进气管在外部采用缓冲气囊包装,步骤5中,高标号打磨砂纸至少为2000目打磨砂纸。
[0055]
对比实验
[0056]
现有生产厂家根据权利要求1,可以生产出三种中冷进气管,对三种中冷进气管进行洁净处理后,将三种中冷进气管与普通的中冷进气管的进行使用寿命和高温耐受的对比实验,由表1知,经过实验室测试三个实施例中使用寿命最短的是4.5年,较对比例增加0.7年,实施例中,耐受最高温度中最低的是698摄氏度,较对比例提高75摄氏度。
[0057]
表1:使用寿命和高温耐受与对比例对比表
[0058][0059]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0060]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips