
 商标分类
商标分类  商标转让
商标转让 
一种中高碳优钢热轧钢带的缓冷装置的制作方法
 2021-02-01 20:02:09|
2021-02-01 20:02:09| 257|
257| 起点商标网
起点商标网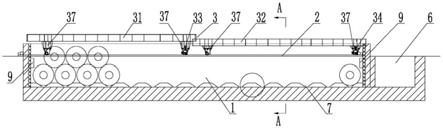
[0001]
本实用新型涉及金属材料缓冷技术领域,尤其涉及一种中高碳优钢热轧钢带的缓冷装置。
背景技术:
[0002]
中高碳优钢是指中碳优钢和高碳优钢的统称。中碳优钢是指含碳量0.25%~0.60%的优钢,代表性钢种有40cr、42crmov、50、55mnb、51crv4等。高碳优钢是指含碳量0.60%~1.70%的优钢,代表性钢种有60、75、65mn、c67s、sk7、sk85等。中高碳优钢经淬火、回火热处理后,具有良好的强韧性、抗疲劳性能好,综合性能优越,广泛应用于工程机械、汽车、电子、五金工具等领域。
[0003]
中高碳优钢热轧钢带板面宽度通常为1100mm~1250mm。国内冷轧带钢厂大多采用小型单机架冷轧机进行冷轧生产,轧机有效辊面宽度为300-600mm。因此,在冷轧轧制前需要对热轧钢带原料进行纵剪分切。但是,中高碳优钢热轧钢带在纵剪分切时经常出现断带问题,尤其是冬季,断带率会急剧上升。经研究分析,这与中高碳优钢热轧钢带碳含量及合金含量有关。碳含量及合金含量高,会使得材料脆性变大,裂纹敏感性强,冷却应力大,塑性差,这就导致在纵剪分切时易出现断带问题。尤其是冬季,在低温环境下,材料脆性更加明显,断带更加频繁。
[0004]
经调研,为了解决中高碳优钢热轧钢带纵剪分切断带问题,改善材料加工性能,国内部分热连轧厂普遍采用缓冷处理方法改善材料加工性能。缓冷处理方法主要有两种,一种是堆冷,另一种是盖板式地下缓冷。堆冷是指中高碳优钢热轧钢带生产结束后,集中堆放在成品库某一位置,利用钢带自身的温度进行缓慢冷却。这种方式是最传统的,简单方便,生产成本低。但是缓冷效果差,热轧钢带仍存在较大的冷却应力,断带问题无法解决,加工性能改善效果差。目前,国内大多数热连轧厂均很少采用这种缓冷处理方式。盖板式地下缓冷是指在成品库某一位置采用耐火砖砌筑建造一个盖板式缓冷坑,其中的盖板是活动的,需用行车进行调运。中高碳优钢热轧钢带生产结束后,先采用行车将活动盖板调走,之后将钢带集中调运至缓冷坑内,钢带放置好后,最后再采用行车将活动盖板调回并盖好,使得热轧钢带在盖板式缓冷坑中进行缓慢冷却。这种缓冷处理方式对改善中高碳优钢热轧钢带加工性能具有一定的效果,但是,在实际生产过程中,且存在诸多不足之处,一是采用耐火砖砌筑耐热保温层,保温层受热易膨胀突起,耐撞击效果差,易倒坍。二是利用行车调运活动盖板,行车起吊困难,占用场地,生产效率低。三是行车调运中挂钩及脱钩需要员工近距离操作,风险系数大,安全性差。这些问题极大地制约了盖板式地下缓冷技术的推广及应用。
技术实现要素:
[0005]
为了解决上述技术问题,本实用新型提供了一种缓冷效果好、缓冷效率高、使用方便、寿命周期长以及安全系数高的中高碳优钢热轧钢带的缓冷装置,可改善中高碳优钢热轧钢带加工性能,使残余冷却应力消除,组织更加均匀,解决了纵剪分切断带的问题,断带
率大幅度减少。
[0006]
为实现上述目的,本实用新型解决其技术问题所采用的技术方案是:所述中高碳优钢热轧钢带的缓冷装置,包括缓冷坑、运行轨道、对开式盖板组件、控制箱ⅰ和控制箱ⅱ,所述缓冷坑设置在输送链沟槽的一侧,所述缓冷坑的外部两侧分别设置所述运行轨道,所述对开式盖板组件包括盖板ⅰ、盖板ⅱ、电机ⅰ和电机ⅱ,所述盖板ⅰ和盖板ⅱ上下间隔套接配合并架设在所述缓冷坑的上方,所述盖板ⅰ在电机ⅰ的驱动下滑动连接在运行轨道上,所述盖板ⅱ在电机ⅱ的驱动下滑动连接在运行轨道上,所述电机ⅰ与所述控制箱ⅰ电连接,所述电机ⅱ与所述控制箱ⅱ电连接。
[0007]
进一步地,所述缓冷坑内设置有将钢带间隔层叠定位的定位部件,所述定位部件沿着所述缓冷坑的宽度方向间隔设置有多组,每组定位部件由多个梯形鞍座沿着所述缓冷坑的长度方向等间隔排布形成。
[0008]
进一步地,所述梯形鞍座由混凝土浇注而成,所述梯形鞍座的上表面铺设固定有一层结构钢板,所述结构钢板的厚度为12mm~16mm。
[0009]
进一步地,所述缓冷坑的四周坑壁包括钢筋混凝土层和耐热保温层,所述钢筋混凝土层内均匀预埋有多个加强卡钩并通过所述加强卡钩与耐热保温层相连。
[0010]
进一步地,所述耐热保温层由矾土水泥浇注而成,所述耐热保温层的厚度为200mm~300mm。
[0011]
进一步地,所述盖板ⅰ和盖板ⅱ的下表面均铺设有一层耐火纤维隔热层,所述盖板ⅰ和盖板ⅱ底部的四角位置分别设置有固定支架,所述固定支架通过轴承与所述滚轮相连,所述盖板ⅰ和盖板ⅱ之间在竖直方向的间隙为120mm~150mm。
[0012]
进一步地,所述运行轨道包括由外向内依次设置的轨道ⅰ和轨道ⅱ,所述盖板ⅰ通过四角位置的滚轮滑动连接在所述轨道ⅰ上,所述盖板ⅰ上的一个滚轮的连接轴与电机ⅰ的输出轴相连,所述盖板ⅱ通过四角位置的滚轮滑动连接在所述轨道ⅱ上,所述盖板ⅱ上的一个滚轮的连接轴与电机ⅱ的输出轴相连。
[0013]
进一步地,所述缓冷坑的两端分别设置有观察平台,两个观察平台上分别设置所述控制箱ⅰ和控制箱ⅱ,所述控制箱ⅰ和控制箱ⅱ均包括plc控制单元、电机启停按钮和电机转向切换按钮,所述控制箱ⅰ上的电机启停按钮和电机转向切换按钮通过plc控制单元与所述电机ⅰ电相连,所述控制箱ⅱ上的电机启停按钮和电机转向切换按钮通过plc控制单元与所述电机ⅱ电相连。
[0014]
进一步地,所述控制箱ⅰ和控制箱ⅱ还包括显示屏,所述缓冷坑内设置有多个热电偶,多个所述热电偶并联后与所述plc控制单元相连,所述plc控制单元与显示屏信号传输相连。
[0015]
本实用新型的有益效果是:
[0016]
1、本实用新型通过在缓冷坑的上方架设包括盖板ⅰ和盖板ⅱ的对开式盖板组件,使盖板ⅰ和盖板ⅱ均分别在两个电机的驱动下沿着缓冷坑两侧的运行轨道滑动,且每个电机均通过一个控制箱控制其启停和转向切换,从而可以实现盖板ⅰ和盖板ⅱ的开启及关闭,与现有技术相比,本方案方便了热轧钢卷堆放入缓冷坑,增加了操作的安全性,使缓冷效果更好,缓冷效率更高。
[0017]
2、具体地,其中的缓冷坑内设置包括多个由混凝土浇注形成的梯形鞍座及其外表
面上设置的结构钢板的定位部件,梯形鞍座间隔布置,使热轧钢卷之间间隔层叠堆放,提高了缓冷的效率和效果,而且使热轧钢卷的堆放更平稳,梯形鞍座上的结构钢板可承受高温环境,使定位部件更牢固耐用,抗撞击性强;缓冷坑的坑壁在钢筋混凝土层外由矾土水泥浇注形成耐热保温层,该耐热保温层相比于现有的耐火砖保温层来说,其保温效果更好,而且该耐热保温层通过多个加强卡钩与钢筋混凝土层连接,增加了之间的结合度,提高了结构的强度和稳定性,耐撞击、不易倒坍,大大提高了使用寿命,大幅度降低了二次维修成本;盖板ⅰ和盖板ⅱ的下表面均铺设一层耐火纤维隔热层,而且盖板ⅰ和盖板ⅱ之间有一定间隙,可保证两个盖板在受热膨胀情况下不会影响开启,而且保证了缓冷坑的保温效果,使之缓慢冷却,进一步改善了钢带的加工性能。
[0018]
3、具体地,其中的缓冷坑内设置有多个热电偶,热电偶用于实时检测缓冷坑内的温度,当其中一个热电偶发生损坏,其他的还可以使用,保证了测温工作的正常进行,直到缓冷坑内的温度降到满足钢卷出库要求的温度时,即可通过行车吊运,实现了对钢卷缓冷状态的实时监控,使温度状态的显示更直观,无需工人使用测温工具进行测量,使温度测量更方便。
[0019]
综上,该缓冷装置整体结构牢固耐用,抗撞击性强,使用寿命长,缓冷效果好,缓冷效率高,钢卷堆放平稳,操作的安全系数高,使用该缓冷装置进行缓冷改善了中高碳优钢热轧钢带加工性能,使残余冷却应力消除,组织更加均匀,断带率大幅度减少。
附图说明
[0020]
下面对本实用新型说明书各幅附图表达的内容及图中的标记作简要说明:
[0021]
图1为本实用新型中的缓冷装置的结构示意图;
[0022]
图2为图1中移除对开式盖板组件后的俯视图;
[0023]
图3为图1的a-a向剖视图;
[0024]
图4为图1中的放大部分的结构示意图;
[0025]
图5为本实用新型的控制原理图;
[0026]
上述图中的标记均为:1.缓冷坑,11.钢筋混凝土层,12.耐热保温层,13.加强卡钩,2.运行轨道,21.轨道ⅰ,22.轨道ⅱ,3.对开式盖板组件,31.盖板ⅰ,32.盖板ⅱ,33.电机ⅰ,34.电机ⅱ,35.滚轮,36.耐火纤维隔热层,37.固定支架,4.控制箱ⅰ,5.控制箱ⅱ,6.输送链沟槽,7.定位部件,71.梯形鞍座,72.结构钢板,8.观察平台,9.热电偶。
具体实施方式
[0027]
为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
[0028]
在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
[0029]
本实用新型具体的实施方案为:如图1和图2所示,一种中高碳优钢热轧钢带的缓冷装置,包括缓冷坑1、运行轨道2、对开式盖板组件3、控制箱ⅰ4和控制箱ⅱ5,缓冷坑1设置在输送链沟槽6的一侧,缓冷坑1的外部两侧分别设置运行轨道2,对开式盖板组件3包括盖板ⅰ31、盖板ⅱ32、电机ⅰ33和电机ⅱ34,盖板ⅰ31和盖板ⅱ32由钢板拼焊而成,盖板ⅰ31和盖板ⅱ32架设在缓冷坑1的上方,盖板ⅰ31和盖板ⅱ32分别通过滚轮35滑动连接在运行轨道2上,盖板ⅰ31和盖板ⅱ32上下间隔套接配合,与盖板ⅰ31相连的一个滚轮35上连接有电机ⅰ33,与盖板ⅱ32相连的一个滚轮35上连接有电机ⅱ34,电机ⅰ33与控制箱ⅰ4电连接用以控制电机ⅰ33的启停和转向切换,电机ⅱ34与控制箱ⅱ5电连接用以控制电机ⅱ34的启停和转向切换,从而可以实现盖板ⅰ和盖板ⅱ的开启及关闭,与现有技术相比,本方案方便了热轧钢卷堆放入缓冷坑,增加了操作的安全性,使缓冷效果更好,缓冷效率更高。
[0030]
具体地,如图1、图2和图4所示,其中的缓冷坑1内设置有将钢带间隔层叠定位的定位部件7,该定位部件7沿着缓冷坑1的宽度方向间隔设置有多组,每组定位部件7由多个梯形鞍座71沿着缓冷坑1的长度方向等间隔排布形成,该梯形鞍座71由混凝土浇注而成,将热轧钢卷放置在两个相邻的梯形鞍座71之间,使缓冷坑1最底层的热轧钢卷之间间隔堆放,然后在最底层的热轧钢卷之间的间隙中继续向上层叠堆放热轧钢卷,提高了缓冷的效率和效果,使热轧钢卷的堆放更平稳。另外,为了提高该定位部件7的耐高温性能、结构的牢固性和抗撞击性,在梯形鞍座71的上表面铺设固定一层结构钢板72,该结构钢板72的厚度为12mm~16mm,该结构钢板可承受600℃~700℃的高温环境,提高了整体的使用寿命,减少了二次维修的成本。
[0031]
具体地,如图3所示,其中的缓冷坑1的四周坑壁包括钢筋混凝土层11和耐热保温层12,其中的钢筋混凝土层11内均匀预埋有多个加强卡钩13并通过加强卡钩13与耐热保温层12相连,增加了整体的结构强度,耐撞击、不易倒坍,大大提高了使用寿命;而且,其中的耐热保温层12由矾土水泥浇注而成,耐热保温层12的厚度为200mm~300mm,通过生产实践验证,相比传统的耐火砖保温层,使用钒土水泥浇注的耐热保温层保温效果更好。
[0032]
具体地,如图3所示,其中的盖板ⅰ31和盖板ⅱ32的下表面均铺设有一层耐火纤维隔热层36,确保了盖板ⅰ31和盖板ⅱ32将缓冷坑1的端口覆盖后具有良好的保温效果,盖板ⅰ31和盖板ⅱ32底部的四角位置分别设置有固定支架37,固定支架37起到支撑盖板ⅰ31和盖板ⅱ32的作用,固定支架37通过轴承与滚轮35相连,盖板ⅰ31上的一个滚轮35的连接轴与电机ⅰ33的输出轴相连,盖板ⅱ32上的一个滚轮35的连接轴与电机ⅱ34的输出轴相连,其中的运行轨道2包括由外向内依次设置的相互平行的轨道ⅰ21和轨道ⅱ22,盖板ⅰ31通过四角位置的滚轮35滑动连接在轨道ⅰ21上,通过电机ⅰ33可驱动盖板ⅰ31沿着轨道ⅰ21滑动,盖板ⅱ32通过四角位置的滚轮35滑动连接在轨道ⅱ22上,通过电机ⅱ34驱动盖板ⅱ32沿着轨道ⅱ22滑动,实现了缓冷坑1的端口打开放料和端口覆盖保温,而且盖板ⅰ31和盖板ⅱ32之间在竖直方向的间隙为120mm~150mm,即可保证两个盖板在受热膨胀情况下不会影响开启,又可保证两个盖板关闭后具有良好的保温效果。
[0033]
具体地,如图2和图5所示,其中的缓冷坑1的两端分别设置有观察平台8,两个观察平台8上分别设置控制箱ⅰ4和控制箱ⅱ5,控制箱ⅰ4和控制箱ⅱ5均包括plc控制单元、电机启停按钮和电机转向切换按钮,控制箱ⅰ4上的电机启停按钮和电机转向切换按钮通过plc控制单元与电机ⅰ33电相连,用以控制电机ⅰ33的启停和转向变换,控制箱ⅱ5上的电机启停
按钮和电机转向切换按钮通过plc控制单元与电机ⅱ34电相连,用以控制电机ⅱ34的启停和转向变换。另外,控制箱ⅰ4和控制箱ⅱ5还包括显示屏,缓冷坑1内设置有多个热电偶9,多个热电偶9可沿着缓冷坑1的周向布置,多个热电偶9并联后与plc控制单元相连,当其中一个热电偶9发生损坏,其他的还可以使用,保证了测温工作的正常进行,plc控制单元与显示屏信号传输相连,热电偶9用于实时检测缓冷坑1内的温度并通过plc控制单元中的ad模块上,将采集的模拟量对应的数值通过计算得到温度数值并传输到显示屏上显示出来,直到缓冷坑1内的温度降到满足钢卷出库要求的温度时,即可通过行车吊运,实现了对钢卷缓冷状态的实时监控,使温度状态的显示更直观,无需工人使用测温工具进行测量,使温度测量更方便。
[0034]
实施例1:以产品规格是6*1250mm的高强度弹簧钢51crv4热轧钢带缓冷生产为例,具体说明一下热轧钢带的缓冷过程及产生的效果。具体的缓冷步骤是:首先,热轧钢带生产结束后,运输链将钢卷沿着输送链沟槽6运输到缓冷坑1附近,操作控制箱ⅰ4上的电机启停按钮使电机ⅰ33工作,并带动盖板ⅰ31向盖板ⅱ32的方向滑动,直到盖板ⅰ31运行到盖板ⅱ32的上方并与之重叠后,再次按下电机启停按钮使电机ⅰ33停止工作,使缓冷坑1的左半区域打开;然后,使用行车将热轧钢卷调运层叠堆放在缓冷坑1左半区域的定位部件7上,直到将左半区域堆满,操作控制箱ⅰ4上的电机转向切换按钮,使电机ⅰ33反向转动并带动盖板ⅰ31向远离盖板ⅱ32的方向滑动,直到盖板ⅰ31完全覆盖缓冷坑1的左半区域,再次按下电机启停按钮使电机ⅰ33停止工作;然后,操作控制箱ⅱ5上的电机启停按钮使电机ⅱ34带动盖板ⅱ32向盖板ⅰ31的方向滑动,直到盖板ⅱ32运行到盖板ⅰ31的下方并与之重叠后,再次按下电机启停按钮使电机ⅱ34停止工作,缓冷坑1的右半区域打开;然后,使用行车将热轧钢卷调运层叠堆放在缓冷坑1右半区域的定位部件7上,直到将右半区域堆满,操作控制箱ⅱ5上的电机转向切换按钮,使电机ⅱ34反向转动并带动盖板ⅱ32向远离盖板ⅰ31的方向滑动,直到盖板ⅱ32完全覆盖缓冷坑1的右半区域,再次按下电机启停按钮使电机ⅱ34停止工作;最后,缓冷坑1的端口被完全覆盖好以后,热轧钢卷在缓冷坑1内缓冷70~72h,控制箱ⅰ4和控制箱ⅱ5上的显示屏上实时显示多个热电偶9检测的缓冷坑1的温度,直到多个热电偶9的温度值降到由550~570℃降到40~60℃的范围,则满足出库要求,通过行车调运出库。经实验研究,51crv4热轧钢带抗拉强度由缓冷前1080~1100mpa降低至缓冷后的970~1000mpa,延伸率由缓冷前14~17%提高至缓冷后18~24%。51crv4热轧钢卷在该缓冷装置进行70~72h的缓冷处理后,与未缓冷处理相比,抗拉强度降低了约70~120mpa,延伸率提高了约4~7%,纵剪断带率降低了50~60%。
[0035]
实施例2:以产品规格是5.5*1200mm的碳素工具钢sk85热轧钢带缓冷生产为例,具体说明一下热轧钢带的缓冷过程及产生的效果。具体的缓冷操作步骤与实施例1不同的是,将热轧钢卷层叠堆放在缓冷坑1内并把缓冷坑1填满后,通过控制箱ⅰ4和控制箱ⅱ5上的控制按钮控制电机ⅰ33和电机ⅱ34使盖板ⅰ31和盖板ⅱ32将缓冷坑1的端口完全覆盖,热轧钢卷在缓冷坑1内缓冷68~70h,控制箱ⅰ4和控制箱ⅱ5上的显示屏上实时显示多个热电偶9检测的缓冷坑1的温度,直到多个热电偶9的温度值由561~574℃降到38~58℃,满足出库要求,通过行车调运出库。经过实验研究,sk85热轧钢带抗拉强度由缓冷前950~1010mpa降低至缓冷后的865~915mpa,延伸率由缓冷前12~16%提高至缓冷后18~24%。sk85热卷在使用该缓冷装置进行68~70h缓冷处理,与未缓冷处理相比,抗拉强度降低了约85~105mpa,
延伸率提高了约6~8%,纵剪断带率降低了52~63%。
[0036]
实施例3:以产品规格是8*1180mm的优特碳素结构钢65mn热轧钢带缓冷生产为例,具体说明一下热轧钢带的缓冷过程及产生的效果。具体的缓冷操作步骤与实施例1不同的是,将热轧钢卷层叠堆放在缓冷坑1内并把缓冷坑1填满后,通过控制箱ⅰ4和控制箱ⅱ5上的控制按钮控制电机ⅰ33和电机ⅱ34使盖板ⅰ31和盖板ⅱ32将缓冷坑1的端口完全覆盖,热轧钢卷在缓冷坑1内缓冷65~67h后,控制箱ⅰ4和控制箱ⅱ5上的显示屏上实时显示多个热电偶9检测的缓冷坑1的温度,直到多个热电偶9的温度值由558~571℃降到37~56℃,满足出库要求,通过行车调运出库。经过实验研究,65mn热轧钢带抗拉强度由缓冷前890~960mpa降低至缓冷后780~850mpa,延伸率由缓冷前12~18%提高至缓冷后19~26%。65mn热轧钢卷使用该缓冷装置进行65~67h的缓冷处理,与未缓冷处理相比,抗拉强度降低了约100~120mpa,延伸率提高了约7~8%,纵剪断带率降低了61~66%。
[0037]
综上,其中的51crv4、sk85、65mn中高碳优钢热轧钢带经过缓冷处理,与未缓冷处理相比,抗拉强度降低了70~120mpa,延伸率提高了4~8%,纵剪断带率降低了50~68%,材料加工性能得到明显改善,产品质量得到明显提升。上述缓冷装置整体结构牢固耐用,抗撞击性强,使用寿命长,缓冷效果好,缓冷效率高,钢卷堆放平稳,操作的安全系数高,使用该缓冷装置进行缓冷改善了中高碳优钢热轧钢带加工性能,使残余冷却应力消除,组织更加均匀,断带率大幅度减少。
[0038]
以上所述,只是用图解说明本实用新型的一些原理,本说明书并非是要将本实用新型局限在所示所述的具体结构和适用范围内,故凡是所有可能被利用的相应修改以及等同物,均属于本实用新型所申请的专利范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 盖板

 热门咨询
热门咨询




tips